

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

往复式双端面磨床夹具动作及砂轮补偿数控系统
本文介绍自行研制的MKW7675数控往复式双端面磨床夹具动作的控制系统,通过其可编程序控制器实现先退夹具,再退砂轮,并控制夹具加速退出的同时,砂轮退出。对砂轮的补偿采用程序控制的方法解决,单步增量可精确到1μm ,补偿量可由操作工根据加工情况确定。
夹具运动时,与修整砂轮的金刚笔有动作互锁:当金刚笔在原位时,才允许夹具动作。自动加工时,当采用先退砂轮再退夹具的加工方式时,由于工件还在磨削区域内作往复运动,砂轮的退出使两砂轮夹紧工件的力消失,工件会产生抖动;尽管这个抖动很轻微,工件停留在磨削区域内的时间也很短暂,但仍会造成工件端面的划伤。采用先退夹具再退砂轮的加工方式时,虽然解决了两端面划伤问题,但是,由于夹具退出的过程中工件一直受到砂轮的夹紧力,工件退出后旋转速度过高,增加了辅助时间。所以设计的数控往复式双端面磨床采用先退夹具再退砂轮的加工方式,并控制夹具退至2 位时,夹具加速退出的同时,砂轮退出。实现这一控制所采用的方法是在处理自动加工程序夹具停止的M 代码时,当夹具运动至2 位再给出M 代码结束信号,这样,在夹具加速退出的同时,加工程序会控制砂轮退出。
通过数控系统内部的可编程序控制器,可以方便地实现夹具的上述动作。夹具控制中的各输入、输出点控制图见图2 ,夹具的控制梯形图见图3。
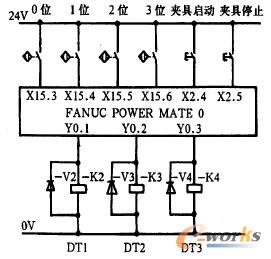
图2 夹具控制原理图
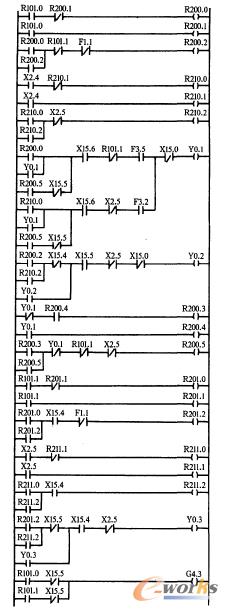
图2 夹具控制原理图
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
© 2002-2025 武汉制信科技有限公司 版权所有