



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于FANUC系统的数控铣床增加第四轴的方法
3 安装接线
伺服电路接线:如图1所示。SVPMll是x、y、z、主轴伺服放大器,SVPMl2是第4轴伺服放大器。
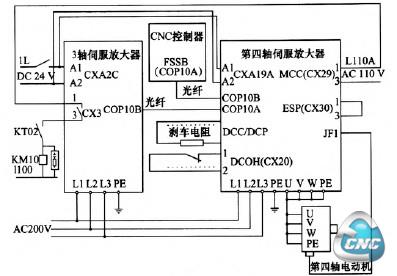
图1伺服电路接线图
4 参数设定
(1)启动第四轴功能:按表1设置参数,设定完成后,重新启动系统。
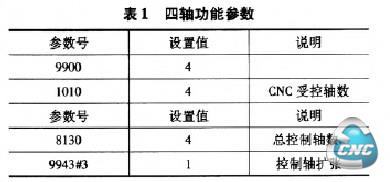
(2)设定第四轴参数:按表2设置第四轴参数。

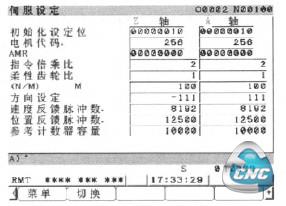
图2伺服初始化设定
(3)FSSB自动设定:
①设定参数1920#0=0 (FSSB设定方式:0,自动;1,手动)
参数1920#1=0 (FSSB自动设定:0,没完成;1,完成)
②按键SYSTEM→系统→FSSB叫AMP,(根据参数1023设定)设定:如图3所示(AXIS:A4;X1;Y2;Z3),按操作→设定(保存);如图4所示,按同样的方法完成FSSB(轴)设定。设定完成后重新启动。
图3 FSSB(AMP)设定

5 设计第4轴PMC
打开梯形图编辑功能,按键SYSTEM→+→PMCLAD→+→编辑,并修改A0.6信息为“z、ANO ZERO”。
(1)四轴回零报警功能,如图5所示,有阴影部分为修改部分。图中F120.3为第四轴回零已完成信号。若未回零,则A0.6接通,则在显示屏上显示:“z、ANO ZERO”。A、Z轴回零结束,常闭触点F120.2、F120.3断开,报警消除。
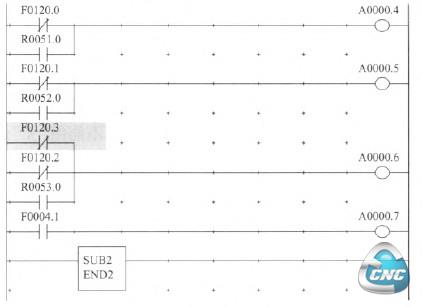
图5回零报警PMC
(2)四轴手动(JOG)功能,如图6所示,有阴影部分为修改部分。X7.6、X10.0分别为第四轴正、负方向选择信号,当G100.3=1时,第四轴向正方向运动,当G102.3=l时,第四轴向负方向运动。
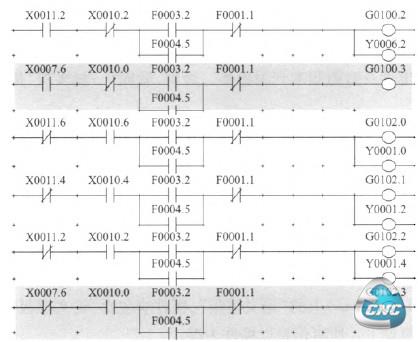
图6四轴手动功能PMC
(3)四轴手轮功能
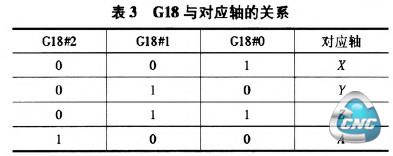
如图7所示,有阴影部分为修改部分。图中X0.6、X1.2、X1.5、X2.1分别为x、y、z及第四轴手轮选通信号。当G18#0、撑1、舵符合表3所示条件,并且满足其他手轮设定条件时,相应轴可以手轮动作。
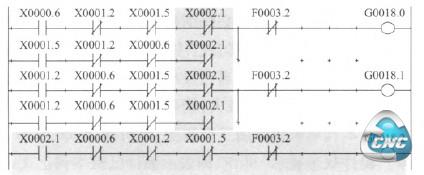
图7第四轴手轮功能PMC
按照以上步骤设定完成后,并完成相应的第四轴控制信号连接,数控机床第四轴即可以正常工作。
- 第1页:基于FANUC系统的数控铣床增加第四轴的方法(1)
- 第2页: 安装接线
- 上一篇文章:基于PROFIBUS-DP的钢铁造型生产线PLC控制系统设计
- 下一篇文章:高速铣削数控技术在塑料模具加工中应用