



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

自适应加工数控技术分类与应用
2 基于逆向工程的建模与编程的适应性加工数控技术
某些整体叶盘采用焊接工艺将盘体与叶片焊接成一体,然后将焊接部位加工到位。由于叶片的加工和焊接工艺造成叶片的形状及位置的误差较大,无法按理论数模进行加工。焊后的清根加工应根据焊接后叶片的位置及形状采用自适应加工技术,将理论数模通过技术手段进行移动或变形,从而与零件的实际情况相吻合,得到新的工艺数模,然后在此数模上进行编程加工。整体叶盘或叶片的修复也是类似的工作原理,由于整体叶盘工作在高温高压的环境下,工作一段时间后叶片必然有所变形。由于叶盘十分昂贵且加工周期很长,所以叶盘的修复技术就显得十分必要。整体叶盘的损失通常是其上的叶片局部受损,叶片的局部损伤与修复必须适应叶片的实际形状,才能保证修复部位与原叶片光滑过渡接平,而不能单纯按理论数模进行修复。所以叶盘修复类工作也提出了自适应加工技术的需求,其基本工作原理是基于逆向工程,大致分为如下几个步骤:
(1)叶片检测,检测其变形情况;
(2)利用逆向工程造型软件的功能,将设计数模进行变形,以适应现在变形的叶片,得到新的工艺数模,用于数控加工的编程;
(3)对于叶盘修复工作,将叶片损失部位堆焊后,按上述工艺数模编程,沿叶片本身的形状与位置将多余焊瘤进行切除。
对于焊接式整体叶盘的清根工作,按上述工艺数模编程进行清根加工(图1)。
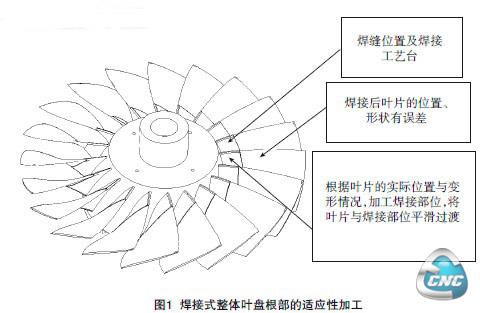
图2中叶片有局部损伤,经过高温高压的工作后叶片也有些变形,将受伤部位堆焊后,若直接用设计数模编程加工堆焊部位将很难与周边曲面光滑接平。这时需要采用自适应工作方式,在叶片上测量一组特征点位,输入到设计数模,与设计数模对比分析,采用逆向工程软件的变形功能,将设计数模变形使之符合测量特征点,然后在此数模上编程加工堆焊部位,将能够与周边曲面光滑接平。
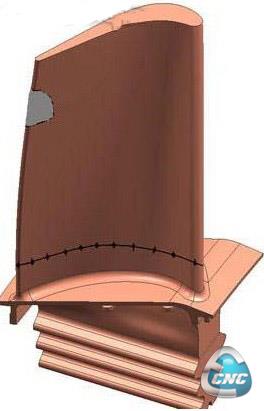
图2 叶片修复的适应性加工
目前,DELCAM的Adaptive Machining可以实现在线检测、建模、编程与加工。基于上述原理,采用通用的测量、建模、编程手段也可实现此类适应性加工,即通过测量机测量或在线检测,得到变形数据,将数据输入CAD系统,与设计模型进行分析比对,然后采用CAD的编辑功能,得到新的工艺数模,在此工艺数模上编程加工即可。Starrag公司的PSI+软件和RCS叶片加工专用软件也具有此功能。
- 上一篇文章:DCS分散控制技术在机组电气系统中的应用
- 下一篇文章:基于HSM的淬硬钢数控加工技术