



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

复合加工数控技术在复合材料构件制造中的应用
2 超声波数控加工技术及装备
我国航空制造企业对于一般纸蜂窝的加工普遍采用依据手工样板用壁纸刀或带锯切割,对于较为复杂的蜂窝产品,开始采用数控五坐标铣削设备进行加工,但仍存在切削效果不稳定,切削效率低,材料易变形、烧蚀及压扁等问题。近几年,多家航空制造企业引进GFM公司的超声波数控加工设备,并应用于型号研制中。GFM典型的超声加工设备为RMT-50 6轴超声波振动切削机床,使用硬质合金尖刀和圆片刀等切割刀片,主要用于复合材料铺设时预浸纤维材料的裁剪和下料以及蜂窝(纸蜂窝和铝蜂窝等)结构复合材料的切割和复杂型面加工等。设备配有刀库、激光对刀装置及零件定位和测量装置,主要由床身、工作台、真空平台、3个直线轴、3个旋转轴、真空泵、自动刀库、对刀仪、安全护板、数控系统、工件测量等组成。X、Y、Z、A、C轴与五轴数控加工中心机床的坐标轴一样,但增加了B轴,其为刀具轴(超声头),仅用于刃式刀具角向定向,用刃式刀具加工时,B轴不旋转仅振动;用盘式刀具加工时,B轴旋转且振动,设备加工实例见图2。其多项技术特点体现了其技术和工艺的复合性,主要有:

(1)超声加工是一种集数控机械切割加工和超声振动为一体的复合加工方法,机械刀具铣削及切割为主、超声振动为辅。与普通切割相比,采用超声辅助切割时,切削力小,材料不易变形,可提高切割精度;可以采用高进给速度大幅度提高加工效率;可以减小刀具与工件间的摩擦力,降低切割温度,减小刀具磨损;可解决普通切割加工中粘刀等问题。
(2)在该类设备上可以配备超声主轴头、气动主轴头,可以安装超声定向切割用刀片、超声旋转切割刀片以及气动切割刀具,能够完成轮廓切割(各种典型倒角面、曲线、圆等)、不等厚度铣、铣台阶及下陷、打磨圆角等,实现工序集中和加工复合。
(3)配备了专用的真空平台装置,真空平台为铝质3层结构,台面为4mm左右厚的NOVO材料,能有效实现对展开蜂窝加工的真空吸附。
该类设备已经过工程应用,在针对纸蜂窝及铝蜂窝的加工上与传统的手工带锯切割以及普通数控加工机床都具有无可比拟的优势,加工效率和质量明显提高,产品质量稳定性高,具有独特的技术优势。
3 与五轴数控机床组合应用的柔性夹持加工技术及装备
大型复杂飞机复合材料构件外形复杂、尺寸变形大、刚度底、生产批量小。传统的切钻制造方法是固定在切边模具上,手工操作切割设备根据样板及钻模进行切边钻孔,也有制造企业为提高制造质量及效率,而专门设计制造切钻工装并使用数控加工设备进行切钻。前一种制造方式工作劳动强度大,切边精度低,而后一种制造方式需要专用切钻工装,制造成本高、周期长、装夹定位困难。
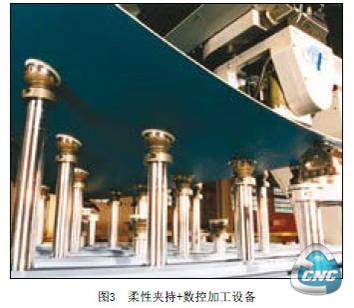
为实现大型复合材料蒙皮类构件的精确高效切边钻孔,大幅度减少切钻工装的数量,提高制造质量,降低生产准备难度和周期,提高型号研制进度,国外飞机制造商逐渐采用了基于柔性夹持系统的数控切边工艺,该技术的最新发展是基于真空吸盘的可重构柔性夹持系统,并与五轴数控加工设备结合,形成了一套高效的大型蒙皮类复合材料构件的复合式柔性夹持切钻制造系统。典型的产品是西班牙M.Torres公司的M.Torres Tools+M.Torres mill组合,其技术设备特点是:实现工装夹持技术与数控技术的结合,能够通过数字控制和定位模块化、成组的真空吸盘立柱装置,通过编程数据驱动形成与被加工零件型面控制特征点一致的分布点阵,当零件产品发展变化时,通过编程控制吸盘装置即可调整重新形成新的型面布局,能够实现完全数字化的数控切边钻孔功能,对于一些形状相对复杂的部件,M.Torres公司还开发了多种规格的特殊转换支撑部件,如吸盘能倾斜±45°角,实现复杂零部件的吸附定位(图3)。
国内多家航空主机厂已引进了M.Torres公司该套加工设备,并在产品研制中得到了应用,该类设备的引进大大提高了我国飞机研制中大型复合材料构件的制造能力和工艺水平。从中 中航工业哈飞对该设备应用的情况来看,设备能够大量节省夹持吸附工装成本,快速调整夹持方案,保证产品切割质量,对型号的研制起到了至关重要的作用。存在的不足之处是,目前该设备由于采用柔性夹持和数控设备双控制系统设计,无法实现加工过程中的吸盘随动避让,编程及仿真环境也有待进一步提升。另外,大型部件的加工过程中及加工后的检测问题也是今后要结合该设备要开展研究的课题方向。
其他复合材料构件复合加工数控技术及装备
除了以上详细讨论的3种复合加工技术和装备外,在当前复合材料构件制造领域,还有如复合材料型材类构件通用加工数控机床、数控缝合机设备、常规复合材料构件数控加工中心等技术和设备用于复合材料型材构件、复合材料编织物缝合成型、板材构件等的铣削钻孔和锪窝等。这类数控加工设备通过对常规数控机械加工技术和设备进行必要的改进以适应复合材料构件特点及加工需要,如对于切削类加工设备,大多增加了灰尘吸附装置、取消了液体冷却装置;对缝合类设备,实现了编织物缝纫机与多轴数控机械运动结构的紧密结合,具备了空间三维的多种缝合方式(暗缝、双面双锁、临缝)能力。通过相关关键技术和装备的研制和工程化应用,使复合材料构件的研制能力得到突破,整体制造水平显著提高,实现了大型复杂复合材料构件的高速度、高精度和高效率制造。
结束语
当前,复合材料构件制造领域的数字化复合加工技术正在蓬勃地发展,正是有这些先进的复合加工技术的革新和应用,推动了传统的复合材料构件的生产制造模式和手段都发生了巨大的变化,基本形成了全数字化的复合材料构件的加工制造体系装备,体现出了数字化条件下的复合加工技术在传统制造领域创新应用的巨大潜力和优势。今后,复合材料构件的加工制造技术和装备将朝着更大工艺范围、更加工序集中、更快制造效率和更高制造质量方向发展,应该积极开展相关关键技术装备的引进、研究和消化吸收工作,进一步推进我国航空制造业复合材料构件制造水平的能力提升。
- 上一篇文章:齿轮加工的数控技术与润滑技术的发展
- 下一篇文章:基于S7-200可能量预选的摩擦压力机数控系统