

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

双电机驱动的电动螺旋压力机PLC控制系统
研究了因电机频繁起动引起的电机温升和转矩响应问题,提出了一种基于S7-300可编程控制器和ACS800变频器的电动螺旋压力机控制系统方案。采用直接转矩控制调速技术(DSC)同时驱动2台电机运转,软件采用模块化的设计结构,并运用速度规划的方法保证回程位置的准确性,直接转矩控制技术提高了转矩响应,减小了转矩波动,避免了电机起动的峰值电流,有效控制了电机温升,长期运行电机温度不超过91℃,能量控制相对误差不超过2%。回程位置误差在±2 mm以内,满足了电动螺旋压力机长期稳定运行的要求。
3 测试及结论
对J58K_250型电动螺旋压力机试打测试,预选能量100%,打击行程300 mm,以约18次/min的频率连续运行8 h,室温34℃。每隔5 min检测电机温升,温升实测曲线(图略)表明,起初电机温度上升较快,在运行2 h后,温度稳定在91℃左右,电机绝缘等级为F级。
为检测电机转矩响应的快慢,将编码器信号并接至研华PCL-833计数卡,运用10 ms中断实时采集一次完整的打击过程的滑块位移信息,并给出图7所示的滑块速度-加速度曲线。
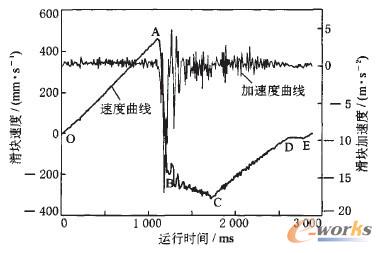
图7 滑块速度-加速度曲线
对速度曲线,OA段为滑块下行加速段,近似一条直线;AB段滑块打击工件并反弹,历经加速回程段BC,减速段CD和恒速段DE,最终停机,停靠在设定位移。由于外部负载一定,因此加速度曲线反映了电机输出转矩的大小,可以看出,输出转矩存在较大波动。但速度曲线OA段近似直线,因此如果将整个过程分作若干区间,那么每个区间内平均加速度基本相等,速度曲线AB段反映了驱动器控制电机从输出正向最大转矩到负向最大转矩的转换能力,由图看出,当前负载条件下实现快速正反转的时间不超过30 ms,对每次打击过程的实际能量和回程位置进行统计分析,能量最大波动范围不超过设定能量的2%,回程点在设定位移的±2 mm内。
综上所述,双电机驱动的基于S7-300的电动螺旋压力机控制系统,电机转矩响应迅速,能量、回程控制精确,长期运行电机温升在允许范围之内,满足了生产要求,并已成功运用于J58K系列电动螺旋压力机中。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:石英薄板加工的数控技术
- 下一篇文章:ARM数控系统高速处理串口数据的研究