



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

双电机驱动的电动螺旋压力机PLC控制系统
2 软件系统设计
软件系统在STEP7环境下采用梯形图编写,STEP7提供大量的组织块与用户程序接口,组织块的多少和具体的CPU型号有关,本系统运用循环处理组织块OB1,暖起动组织块OB100和中断组织块OB35,PLC采用循环执行用户程序的方式,在S7-300系列中,OB1是用于循环处理的组织块,即主程序。OB1循环执行用户定义的功能块或功能程序,并支持中断,OB100组织块在CPU暖起动时执行,且只执行一次,可用于系统的初始化,OB35为循环中断组织块,中断周期可由STEP7直接设置。中断周期由程序大小决定,若设置太小则PLC进入停止状态,所有系统组织块的属性设置和硬件组态都可由STEP7完成,用户只需要关心自己的程序功能块,在组态完毕后将程序下载至PLC即可,PLC上电后,先执行OB100组织块,初始化完成后,不断循环地执行OB1,循环时间监控模块监控PLC扫描时间是否超过允许值,若超过允许值,则可触发相应的组织块,执行用户设定的一系列操作,应注意的是,当程序运行时,所有对数字量输出的操作都暂时保存在数字量输出映像里,在一次扫描周期结束后才真正从输出端口输出,在编程中应特别考虑。
根据螺旋压力机控制系统的要求,将主程序分化为多个子程序模块,系统软件结构如图4所示,各模块做到功能独立,易于扩展。
初始化模块即OB100主要完成各个输入/输出点,辅助标志位M,模拟量输出的初始化和系统相关参数的设置,程序编写时,利用辅助标志位M作为用户程序模块的运行使能位,每个程序模块对应各自的辅助标志位,若辅助标志位为“1”,则执行对应程序;若为“0”,则退出程序。
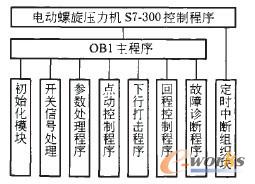
图4 控制系统软件结构
设置定时中断组织块OB35中断周期为5ms,实时检测滑块位移和外部开关量等信号变化,控制辅助标志位的置位或复位,从而执行或退出相应的子程序,由于PLC是逐行扫描执行程序,而且每次扫描时间并不相同,因此在中断函数里进行辅助标志位的操作,保证了能尽快响应外部信号的变化,增强实时性,每次的打击能量也是通过在中断函数中求出打击工件时的滑块速度后计算得出的,具体算法如图5所示,图中所有变量单位均为脉冲数。
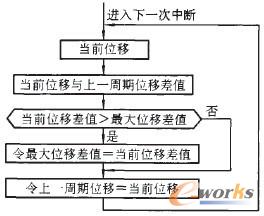
图5 打击速度求取程序流程图
开关信号处理模块主要处理按钮操作、指示灯的显示、润滑控制等操作,参数处理模块是在用户通过触摸屏重新设置预选能量百分比和打击行程后,根据设定参数计算出系统运行时所需的参数,如速度信号模拟量等,点动模块实现滑块的点动运行,以保证以较小的速度实现可靠的合模对零,点动运行运用ABB变频器恒速模式,只要通过触点控制便可实现恒速模式的切换,通过参数设置恒速运行的速度大小,从而方便准确地设置零点,满足工程应用的需要,故障处理模块检测外部信号状态,若出现问题则进行相应处理。
下行打击子程序实现打击时能量的控制,首先输出设定能量对应的速度信号模拟量,考虑到机械制动器动作的延迟性,在开启制动器电磁阀后延时100 ms再闭合变频器运行触点,滑块加速至设定的速度后保持恒速下行。通过现场调整驱动器的PI参数获得更好的动态性能,打击完毕后电机反转回程。实际工况中,滑块在打击工件后回弹,则编码器信号A,B相的相序发生改变,即高速计数器计数方向发生变化。系统组织块SFB47的数据位STS_C_UP存储高速计数口的递增计数状态,中断程序检测该数据位的状态,若检测到电平跳变,立即发回程信号,进入回程控制程序。
图6为回程控制程序流程图,为加快生产进程,要求回程速度越快越好,但为了使滑块准确停靠地在设定位移处,回程速度又不能过大,因为电机本身的制动能力有限,若速度过快则无法可靠停机,一般认为电机制动转矩不超过额定转矩,回程时首先加速运行至允许的最大速度,到指定位移后进入减速段,能耗制动回馈的机械能由制动电阻消耗,最终进入恒速模式并停车,加速段的初速度指令须大于0,对实现快速正反转有较大作用,停机运行时在变频器停止操作执行后,延迟100 ms机械制动器动作,这样可减少机械制动器的摩擦损耗,延长寿命。
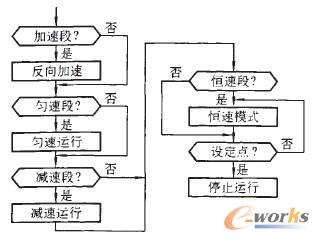
图6 回程控制程序流程图
- 上一篇文章:石英薄板加工的数控技术
- 下一篇文章:ARM数控系统高速处理串口数据的研究