



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

大型雕塑曲面零件数控加工编程的数控技术
4. 大型雕塑曲面的数控加工仿真
由于大型雕塑曲面零件的形状复杂,尽管在数控编程时对各张曲面造型、工艺规划、刀位规划、后置处理等方面都作了非常仔细工作,但仍不能确保所生成的数控加工程序不存在任何问题。其中可能发生的问题有:加工过程中的过切与欠切、刀杆和联接系统与零件、机床各运动部件与零件和夹具间的干涉碰撞,以及加工过程中切削刀具的过负荷等。在大型雕塑曲面零件数控加工过程中,这些问题常常是致命的,将损坏机床、刀具和工件,从而造成巨大的损失。因此,在加工刀位轨迹或者程序生成后,必须对其正确性进行检验,并针对其存在的问题进行修改,直到形成合格的零件程序。对于大型雕塑曲面零件加工,包括切削过程的几何仿真和机床运动仿真。首先进行切削过程仿真,检查加工过程中叶片的过切与欠切。为了机床和叶片的安全,进一步进行机床运动仿真以防机床运动部件碰撞和刀杆干涉等是非常必须的。如仿真中发现碰撞和干涉,必须修改加工方案或者加工方法。大型雕塑曲面零件数控加工是一个非常复杂的工艺过程,通过在计算机上的仿真加工,可以反复修改完善寻求合理的加工工艺规划,优化加工方案,优化刀具的几何参数和切削参数等。
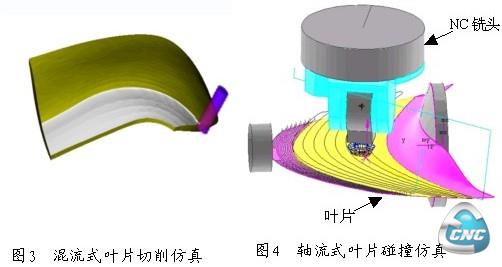
数控加工仿真技术是将叶片的真实加工过程在虚拟加工环境中进行映射,首先要求对采用的数控机床、加工刀具、零件毛坯及夹具等真实的加工环境进行映射构造出仿真(虚拟的)加工环境。数控加工仿真是通过软件模拟加工环境、刀具路径和材料切除过程,从而达到模拟数控加工过程的目的。在我们开发的大型水轮机转轮叶片的五轴联动数控加工技术中,考虑到叶片五轴联动加工计算的复杂性及工程实际要求加工过程仿真计算的高可靠性。在SDRC/Camand®和CGtech/Vericut®上进行开发来实现大型水轮机叶片加工过程仿真功能要求,并且实现刀位轨迹计算与加工过程仿真的集成。刀位轨迹生成后可直接进行加工过程的几何仿真。该仿真系统的功能如图2所示,在该仿真环境中,采用数值算法获取加工过程中机床、刀具和零件的关键几何信息,通过对刀位(CL-Data)文件或者NC程序的翻译,提取出加工过程运动驱动指令,根据给定的时间系列间隔,生成刀具扫描体,通过刀具扫描体与零件模型运算来反映零件的切削过程。通过该仿真系统可以反复修改完善寻求合理加工工艺规划,优化加工方案,优化刀具的几何参数和切削参数等,这已成为工程实际大型叶片数控加工编程过程中检验程序和优化加工方案必不可少的手段。如图3是对一大型混流式水轮机叶片进行切削仿真,如图4 是对一大型轴流式水轮机叶片进行切机床运动碰撞干涉检验仿真,仿真在大型龙门移动式数控加工中心上加工。
5. 机床运动的后置变换
五轴联动数控加工后置处理是雕塑曲面零件数控加工编程技术的一个重要内容,它将前述生成的刀位数据转换成适合于具体机床的运动数据和数控加工程序。其关键技术内容包括:机床运动学建模与求解、机床结构误差补偿、机床运动非线性误差校核修正、机床运动的平稳性校核修正、进给速度校核修正及代码转换等。因此,有效的后置处理对于保证叶片的加工质量、效率与机床可靠运行具有重要作用。需要说明的是我们采用的大型龙门移动式数控加工中心为90年代初的德国产品,配置的Sinumerik 880M CNC数控系统没有G93 (恒表面进给速度)指令,对于五轴联动加工出的曲面表面质量有较为严重的影响。根据表面切削进给速度是机床各轴运动合成的结果的原理,通过后置计算进行处理使该问题得到了解决。
6. 大型雕塑曲面零件数控加工实例
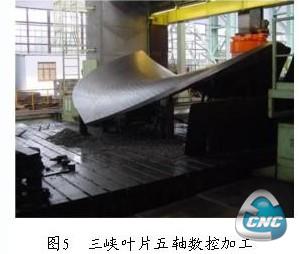
以大型水轮机叶片的五轴联动数控加工为例,在考虑加工要求进行叶片曲面几何造型的基础上,结合前述的理论研究在SDRC/Camand®软件进行开发,我们实现大型叶片五轴联动数控加工的刀位轨迹计算和加工仿真,并已作为大型叶片五轴联动数控加工的编程工具并用于多个项目的实际加工中。如图5为三峡电站水轮机叶片数控加工。该混流式转轮的喉部直径为φ9.8m、重量为460000kg,是目前世界上最大的混流式转轮。叶片是典型的“X”型混流式叶片,叶片的最小包容体为:5500(长)´4650(宽)´1900(高)mm, 每个叶片毛坯重量约29000kg左右,叶片精加工后重量为18700kg,每个叶片的加工面积为40.2m2。采用φ250mm曲面面铣刀进行粗铣、φ160mm曲面面铣刀进行半精铣和精铣叶片的正、背面。采用五轴等残余高度加工方式加工叶片正、背面。在同样精度要求下,通过计算比较,采用等残余高度计算比采用CAM中的等参数法的刀位轨迹总长减少近15%,大大地提高了加工效率。
7. 结束语
大型雕塑曲面零件在发电设备、汽车、飞机、模具等行业中被广泛应用,其数控加工编程是这类零件制造中的难点问题之一。本文针对五轴联动加工大型雕塑曲面零件的数控编程过程、合理的刀位轨迹规划及计算、切削仿真、机床运动仿真、后置变换等关键技术进行了研究开发。针对大型雕塑曲面加工中既要严格控制加工误差,又要尽可能提高加工效率,提出在计算五轴联动加工刀位时采用等残余高度刀位规划,并考虑三维非线性误差来计算走刀步长的刀位轨迹生成策略。分析和确定了大型雕塑曲面零件五轴联动加工中的刀轴控制给定和计算方法。结合大型水轮机叶片五轴联动数控加工技术要求,在SDRC/Camand®上进行开发,构造叶片数控加工仿真的编程环境,实现大型转轮叶片的五轴联动数控加工的刀位轨迹计算和加工仿真。已作为大型水轮机叶片五轴联动数控加工的编程工具用于实际生产中。
- 上一篇文章:PC-based 开放式数控系统体系结构的研究
- 下一篇文章:西门子840D数控系统PCU50故障维修实例