



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

伺服焊枪在汽车车身制造中的应用
3 生产率分析
点焊的生产能力是目前车身装配中要考虑的一个主要问题。在点焊过程的五个阶段中,预压阶段相对来说是最长的阶段,气动焊机的预压时间一般是20~40 个周波左右,但也随气缸的类型的不同而有所变化。
如要提高点焊生产率,就应将预压时间尽可能地缩短。为了比较不同焊机的点焊生产率,将所有进行研究的焊机的下落时间、焊接时间、维持时间和休止时间分别设定为5,10,10 和5 个周波。
图 5 列出了不同焊机在焊接过程中电极力的变化。其中,气动焊机的预压时间大约为30 个周波(0.6秒),而伺服焊枪则只用了8 个周波(0.16 秒)预压时间就达到了95%预压力。总体来看,伺服焊枪完成一个焊点所用的焊接时间为38 个周波(0.76 秒),气动焊机则需60 个周波(1.2 秒)。换句话说,用伺服焊枪完成一个焊点要节省0.44 秒的焊接时间。相对于一台轿车的几千个焊点,节省0.44 秒的焊接时间对装配过程生产率的提高就非常重要,轿车车身装配线的生产能力就可以大大提高。

图5 气动焊机和伺服焊枪的预压时间对比
4 技术效益分析
伺服电机技术给电阻点焊机和焊接过程带来了新的特征,特征的大部分是伺服电机和相应控制技术的固有特性。伺服焊枪和常规的气动焊机之间的主要差别在于它们的输入量和相应的控制模型,对于气动焊机是恒定的气压,而对于伺服焊枪则是恒定的电流(或转矩)。从控制的观点来看:气动焊机是开环控制,伺服焊枪则是具有反馈的闭环控制。相应地,伺服焊枪电极的运动和力就可以得到更加精确的控制。
这些新的技术特点和功能可以使焊接过程更易控制,焊机更易操作,并且提高焊点质量。表1 概括了这些新的技术特点和功能。
表1 伺服焊枪的功能和特点
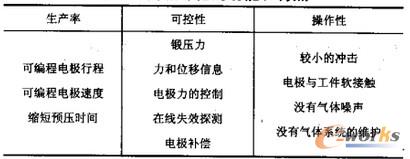
正如前面所讨论的情况,通过缩短预压时间,伺服焊枪可显著提高点焊生产率,而且,可编程电极行程和速度也可以缩短同一工位上多个焊点的预压持续时间,这也可以提高焊接生产率。焊接过程的可控性要归功于伺服电机和它的控制技术。由于可以容易地改变电极压力,锻压力的得到就变得可能。伺服电机转矩和速度作为电机控制器的输出量,其变化量可以容易地转变为电极力和电极位置的变化,并且使电极力和电极位移信号的在线实时监控变得可行,电极位置、在线失效探测和电极补偿的准确测量也就变得更容易。
由于电极行程的可控性,电极与工件将会“软”接触。而气动焊机的电极与工件接触时会发生碰撞,电极力将发生剧烈振荡,接触时会产生很大的噪声。两者相比,“软”接触由于冲击小、噪声小可改善工作环境。Slavick[4]研究表明噪声可从96.0dB 减小到74.6dB。另外,冲击小也可以提高电极寿命。
总之,这些新的技术特征和功能对于点焊生产率提高、点焊过程最优控制和良好的工作环境都很重要。
5 结论
本文就伺服焊枪的新特征和对焊接过程的影响与气动焊机进行了对比分析,结果表明:伺服焊枪的优势是显而易见的。
首先,伺服焊枪能够提高焊接过程的生产率。其次,由于焊接过程参数,例如电极力和电极位移可从伺服电机中获得,伺服焊枪为过程监控、诊断和补偿提供了新的可能。第三,伺服焊枪可以得到焊接过程中所需的锻压力,从而可以提高焊点质量。第四,由于电极运动的可控性,电极与工件接触时冲击小,噪声低,有助于改善工作环境,提高电极寿命。
虽然包括电机控制器和软件的伺服焊枪元件价格较昂贵,然而,从长远的眼光出发,伺服焊枪有着传统气动焊机所无法具有的优点,是值得信赖的。伺服焊枪的特征和优点决定了伺服焊枪能极好地替代现有点焊机,并是未来汽车装配生产线上主要的点焊连接设备。
- 第1页:伺服焊枪在汽车车身制造中的应用(1)
- 第2页:电极力的接触特性
- 第3页:生产率分析
- 上一篇文章:水轮机叶片数控技术加工工艺研究
- 下一篇文章:PC-based 开放式数控系统体系结构的研究