

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

伺服焊枪在汽车车身制造中的应用
电阻点焊是一种主要的薄板连接方法,广泛应用于汽车及航空等工业部门。自从1933 年第一辆主要由点焊连接完成的汽车下线以来,电阻点焊的应用近年来获得了突飞猛进的发展。目前,平均一辆轿车白车身大约由4000~5000 个焊点。因此,电阻点焊已经成为轿车白车身装配的重要连接方法。
2.1 电极力的接触特性
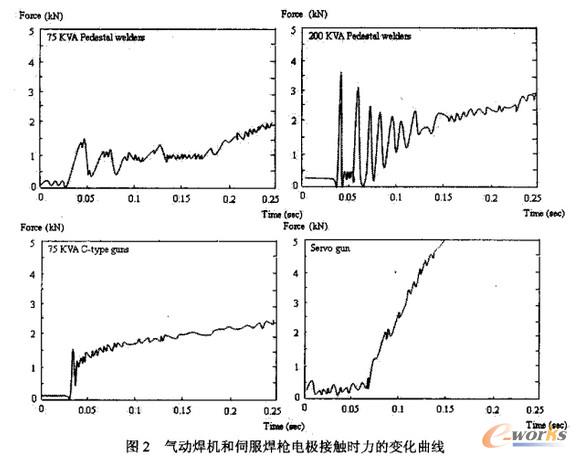
对于气动焊机,电极的运动由气缸来控制,电极运动速率很难控制,由于电极运动的高速率,会造成电极与工件接触时的冲击很大,致使电极力会发生短时间的振荡,从而影响电极寿命。而对于伺服焊枪,电极的运动由伺服电机控制,能够很好地控制电极运动速率,电极与工件接触时的冲击很小,这可提高电极寿命。气动焊机和伺服焊枪的电极力变化如图2 所示。
2.2 电极力和电极位移控制特性
在焊接过程中,尤其是焊接通电阶段,电极的控制模式是焊机的一个重要特征。因为通电过程中焊接区金属受热、膨胀,无法实现同时将电极力和电极位移作为常量进行控制。对于气动焊机,电极力由气压调节阀进行控制,并使其在焊接过程中保持常量。而伺服焊枪的电极力则由伺服电机进行精确的调节和控制。图3 为0.7mm 和1.7mm 钢板在通电阶段电极力的变化曲线。0.7mm 钢板的焊接规范定为:焊接电流5.8kA、电极力3.4kN、焊接时间12 周波(1 个周波为0.02s );1.7mm 钢板的焊接规范为:焊接电流7.8kA、电极力4.2kN、焊接时间12 周波。为了减少噪声干扰,电极力曲线用一个指数模型来表示[3]。从图中的对比可以看出:伺服焊枪的电极力更能得到精确地控制,这归功于伺服电机高控制精度和运动时较小的摩擦力。与电极力不同,伺服焊枪和气动焊机在焊接过程中的电极位移变化趋势和位移量则基本一致,如图4所示。
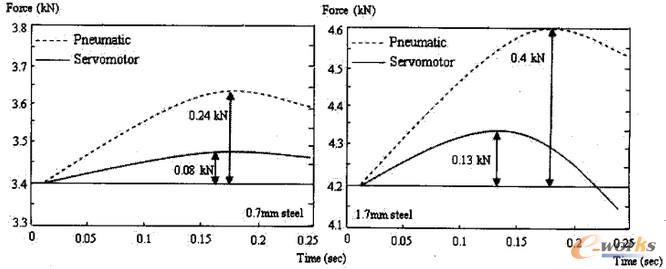
图3 通电阶段时电极力的变化比较
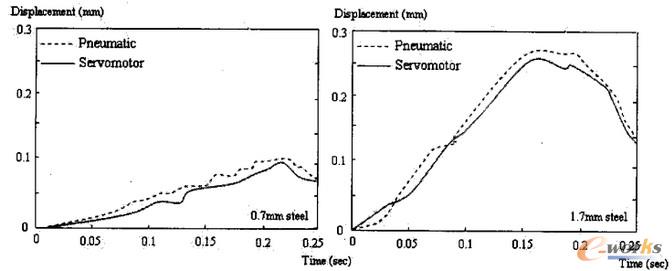
图4 通电阶段时电极位移的变化比较
- 第1页:伺服焊枪在汽车车身制造中的应用(1)
- 第2页:电极力的接触特性
- 第3页:生产率分析
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:水轮机叶片数控技术加工工艺研究
- 下一篇文章:PC-based 开放式数控系统体系结构的研究