



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC、HMI和伺服技术的粉针剂分装控制系统
2.3 协调设计
整个分装系统有送瓶、注粉、压塞及出瓶等不同执行机构。执行机构之间须有严格的时间和位置关系,也就是动作的顺序及时间的分配必须协调好。工作转盘、分装螺杆、盖塞机构的运动只有时间关系,只需进行时间同步化设计。图4为双螺杆分装系统的工作循环图,在一个工作循环(T=1s)内,当分装盘的药瓶定位槽转动至分装螺杆下方并且停歇时,螺杆完成下粉分装、压塞机构完成下行压塞,三者相互协调,保持同步。
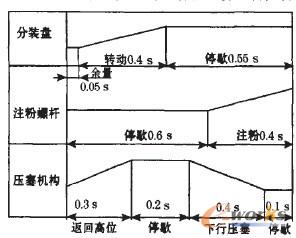
图4 药品分装循环图
3 系统软件设计
3.1 PLC软件设计
考虑到电机的启动、运行、调速和制动特性,为了完成控制功能,采用基于FX2N系列PLC的编程软件编写了系统顺序控制程序。为了编程方便,采用模块化的程序设计方法。大量采用代码重用,减少软件的开发和维护,由PLC、传感器、各种数据采集卡等设备实时采集数据,发出控制命令。图5为粉针剂分装控制程序流程图,在保证分装盘与分装系统同步的情况下,粉剂药品的填充和胶塞振荡器的动作也必须保持协调一致。
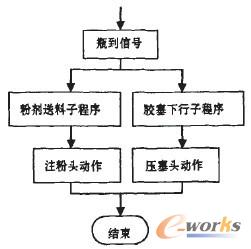
图5 系统程序流程图
3.2 人机界面设计
系统选用触摸屏作为控制级的人机界面,具有直观、灵活、操作简便等优点。操作指令由RS-232通信协议送入PLC,再通过PLC控制软件对该指令进行处理,发布驱动命令信号。触摸屏程采用用Delphi6.0编写,通过RS-232接口与PLC编程口相连。Delphi具有开发快速,执行高效、用户界面好,操作简便、对硬件及软件环境要求低等特点,很适合可视化编程。根据工艺要求设计了4个界面,分别为:主界面、自动控制界面、手动控制界面、状态监控界面,各界面间可相互切换,操作方便。图6为手动控制界面。
手动画面上的启动按钮用于系统自动启动,急停按钮用于发生紧急情况时停止系统运行,复位按钮用于故障解除之后系统复位和警报解除,并且设置若干个指示灯用来显示系统的运行状态;状态监控画面显示各机构运行情况,当系统某处发生故障时,相对应的指示灯亮并发出警报,提醒工作人员现场修复。
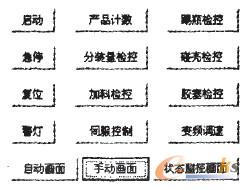
图6 触摸屏手动操作界面
4 结束语
现代制药装备需要很高的控制精度、较宽的调整范围和良好的同步稳定性。基于伺服技术和人机界面的PLC粉针剂分装控制系统,不仅省去了系统按钮开关、指示灯所对应的PLC输入点,减小了PLC系统的规模,而且各控制单元在分装过程中具有良好的同步稳定性能,达到了医药粉针剂的生产工艺要求,在自动化生产线中发挥了重要作用。
- 上一篇文章:PLC、DCS及FCS在化工生产过程中的不同应用
- 下一篇文章:基于高档数控系统的实时多任务实现