



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

《“数控一代”机械产品创新工程》的战略意义和技术路线
二、 应用数控技术实现机械产品创新的技术路线
2.1 从X52K到XK714到XHK714到XHK714/3-5
数控机械产品的出现是以数控加工机床的诞生为标志的。20世纪40年代末,美国帕森斯公司提出了应用计算机控制机床加工样板曲线的设想,并与麻省理工学院合作,于1952年研制成功世界上第一台三坐标立式数控铣床。它的诞生标志着机械制造数字控制时代的开始。
(1) X52K立式铣床概述
如图4所示的X52K普通立式铣床传动系统图,为实现不同的刀具切削速度,X52K立式铣床设计了复杂的主传动和进给传动变速系统。
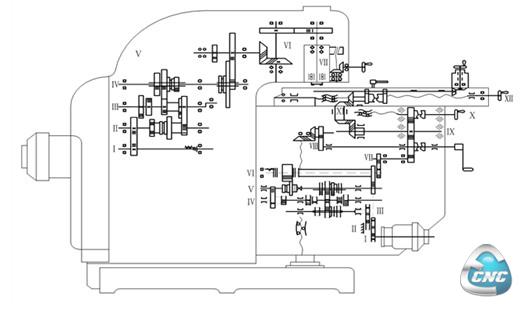
图4. K52K立式铣床传动系统
(2) X52K立式铣床的数控改造
数控改造是一条可用较少投入有效提高现有机械性能的途径,很能说明数控产品创新的技术路线。X52K立式铣床的数控改造包括两个方面,首先是机床进给系统的改造,其方案是:将原工作台进给电机与齿轮进给箱拆除,将原普通丝杠替换为滚珠丝杠,然后用三个伺服电机分别驱动机床的升降、纵向和横向坐标轴,不仅机械传动系统大大简化,而且可实现精确的无级变速。改造后单个坐标轴的传动方案如图5所示。
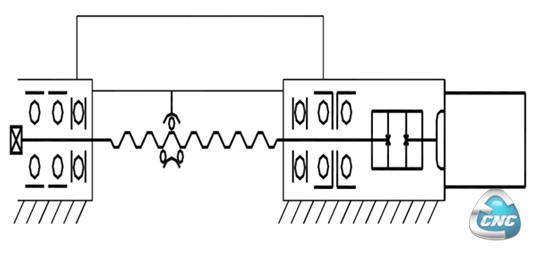
图5. X52k铣床数控改造后单个坐标轴的传动方案
另一个方面是增加一个计算机数控系统对机床运动和工作过程进行控制。数控改造后的X52K铣床具备三坐标(三个进给轴)联动的能力,可根据输入的零件加工程序对各进给坐标轴进行精确协调的运动控制,从而可加工具有曲线曲面轮廓的复杂形状零件,机床的加工精度、效率、柔性、自动化程度均大大提高。
(3) X52K的产品升级 —— XK714数控立式铣床
从系统的角度出发重新进行设计,对X52K立式铣床进行产品升级,得到数控立式铣床产品XK714,如图6所示。就

图6.数控立式铣床XK714整机
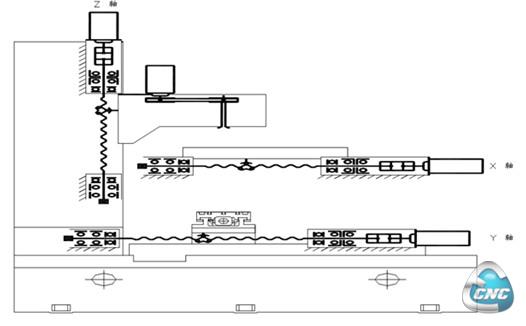
图7.数控立式铣床XK714传动系统图
总体方案而言,XK714数控立式铣床与X52K立式铣床的数控改造大体一致,即:① 工作装置基本不变;② 进给运动和主轴运动均用速度精确可控的伺服电机取代原普通电机和机械变速与传动机构(如图7所示);③ 增加一个计算机控制系统对机械运行过程进行自动控制。由于是重新设计的新产品,XK714数控立式铣床更好地体现了机与电的有效融合,即:其机械系统的设计更好地考虑了伺服电机驱动系统的特点,而其伺服电机驱动系统的设计则与机械系统的特性有更合理的匹配。
XK714数控立式铣床可进行铣、镗、钻、扩等多种工序的加工,特别是具有三轴(三坐标)联动的功能,适合加工各种形状复杂(如箱体、壳体、曲线曲面轮廓等)的零件,同时,可有效节省工艺装备与缩短生产准备周期,提高零件加工质量与生产效率。
(4) XK714的产品升级 —— XHK714三坐标立式加工中心与XHK714/3-5五坐标立式加工中心
在XK714数控立式铣床的基础上,增装刀库和自动换刀装置,升级为三坐标立式加工中心XHK714。由于具备自动换刀功能,XHK714的自动化程度有显著提升,适宜于加工形状复杂、工序多、要求高、需用多种类型普通机床和刀具夹具且经多次装夹和调整才能完成加工的零件。
进一步在工作台上增加一个两坐标数控转台,即升级为五坐标联动的立式加工中心XHK714/3-5(如图8所示)。与三坐标相比,五坐标联动机床可使刀具相对于工件呈任意姿态,从而可给加工更大的自由度,理论上能够一次装夹完成工件装夹部分外的其余表面的完全加工;可以加工在三坐标机床上由于存在刀具干涉而难以完成的复杂曲面零件,例如发动机叶轮;可以选择更有效的刀具和采用最有效的刀具相对工件的姿态进行加工。
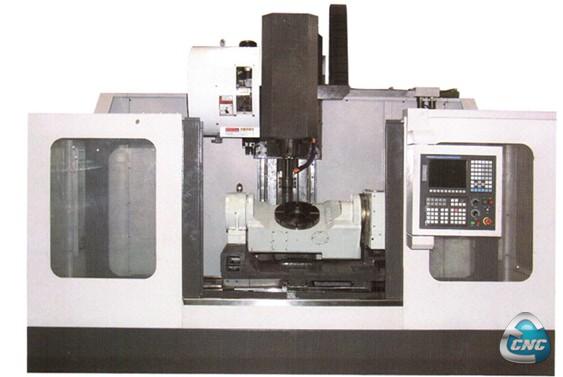
图8.XHK714/3-5五坐标立式加工中心
进而,通过传感、控制、信息处理、人工智能等技术的升级,可使产品性能和智能化程度不断提高,如实现智能编程、自适应控制、机械几何误差补偿、热变形误差补偿、三维刀具补偿、运动参数动态补偿、故障监控与诊断等。
- 上一篇文章:PLC在多工位自动装配机中的应用
- 下一篇文章:基于PMAC的开放式数控系统研究