



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

双焊枪自动焊接机数控系统设计
(1)系统初始化:该模块主要为用户提供一个交互性好的人机界面。在这个界面中,用户可以方便地进行各种操作。数控系统运行时,首先运行此模块,完成用户登录、建立上位机与6K4运动控制器的连接,对有关指示器设置相应的工作状态等工作。
(2)参数设置与显示:针对散热器T型管相贯线数学模型的生成及焊接点位数据库生成所需的各种参数,设置了如下人机接口:横管直径、立管直径、焊接运动线速度、插补周期、两把焊枪的摆角及摆动速度。用户可以通过数字软键盘和带触摸屏的工控一体化机来方便地设置各种参数。在本模块中,采用直线插补方法对焊接曲线进行直线段拟合,完成上位机的对曲线的粗插补,并生成相应的焊接点位数据库,将其下载到6K4运动控制器中,以供运动程序调用。另外,在该模块中,还设置了焊接电源参数显示界面。上位机系统接收来自6K4控制器的相关参数数据,如焊接电流、焊接电压、送丝速度、起弧电流等。
(3)点位数据库生成及下载:在菜单栏中的工具选项下可以打开这个子菜单。点击生成按钮,程序会自动生成焊接所需的各轴的焊接点位数据库,并在屏幕上显示出来。然后点击下载按钮,则可将生成的点位数据库下载到6K4控制器中,当下载完成时,提示用户下载成功,可以返回主界面,完成下一步工作。
(4)原点设置模块:通过机床面板上的手动控制按钮,分别对Y轴、Z轴、C轴坐标位置进行手动设置,使两把焊枪均到达焊接起弧位置,并通过机床面板上的确定按钮保存当前设定的焊枪在焊接起弧位置时各轴的相对坐标原点,以方便工件的连续自动焊接。硬件原点按钮是使焊枪回到由各轴正负限位开关及原位开关(由接近开关组成)决定的硬件安装原点位置。
(5)系统状态显示:通过以太网接口,上位机系统可以通过API函数访问6K4运动控制器,读取各轴的当前坐标位置和运动速度,并在界面上进行实时显示。
2.2 下位机运动程序设计
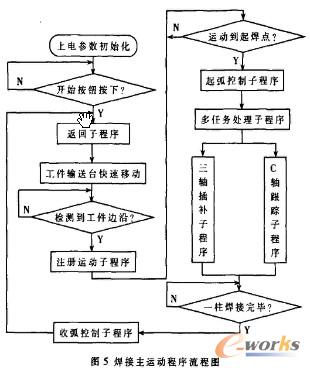
T型管相贯线的粗插补由上位机完成,精插补及各轴联动控制由运动控制器6K4来完成。6K系列多轴运动控制器是建立在Compumotor的6000编程语言可靠平台之上的一款高性能多轴控制器,其特点是:电子凸轮,多任务处理,PLC扫描模式,可编程限位开关(PLS)功能,仿形和教学模式等。而且6000语言具有与Basic语言相似的结构,简单易用。在本系统软件设计中,6000语言运动程序主要功能是调用焊接点位数据库中的数据,并进行焊接曲线的精插补,以完成散热器T型管相贯线的精确拟合。同时,控制两把焊枪在运动过程中做位置跟随运动,跟随X轴做相应的摆动,以实时保持焊枪相对YOZ平面的合理夹角。其中,两把焊枪是由C轴脉冲来控制的。其主程序流程图如图5所示。
本文基于PC机和6K4运动控制器设计了用于散热器T型管相贯线焊接的自动焊接机数控系统。在硬件系统设计上,采用了 “PC+多轴控制器”的典型控制结构,并针对自动焊接机独特的双焊枪结构,提出了一种新型的经济型控制结构:两套步进驱动系统采用并联方式与6K4运动控制器的1个电机驱动端口相连,由它发出的同一组驱动脉冲驱动;在软件设计上,根据用户需求及人机交互的特点,采用Visual Basic 6.0 设计了该数控系统的人机界面。实际运行证明,该自动焊接机数控系统运行稳定、可靠,较好地满足了用户的设计需求。