



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

典型零件叶片高速五轴铣削数控加
3 相关参数的优化选择
3.1建模
笔者应用CATIA对叶片进行建模,叶片所材料为铝合金。首先对一个风扇的叶片进行实际测绘,根据测绘的结果应用CATIA对风扇进行三维实体建模,然后应用PowerMILL进行仿真加工。为了让后续的加工工作能过顺利的进行,所以应用CATIA建模的质量是十分重要的环节。如果在造型过程中,叶片的曲面曲率不连续,出现了尖点,在加工过程中就会出现掉刀或跳刀的现象,影响到叶片的表面的加工精度。如果在叶片造型中,叶片曲面的曲率变化剧烈,就会产生急剧变化的刀具轨迹,加大了刀具对工件的冲击,也会降低叶片表面的加工质量。
3.2高速切削铝合金叶片的刀具几何参数
前角不能太小,否则增大了切削变形和摩擦力,为此一般推荐使用Yo为12°左右。
刀具后角的选取会影响刀具刚度。由于在加工叶片时选用高速加工,高速切削时的进给速度很高,后角一定要选得大一些。增大后角有利于提高刀具寿命,但会降低刀刃刚度。为此,可采用双倒棱后角,在增大后角的同时保证刀具刚度。
叶片加工过程中刃倾角影响了切屑流出的方向和各切削分力的大小。在高速铣削对铝合金叶片进行加工时,推荐使用入s为20°~25°。
3.3 走刀模式的选择
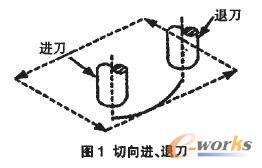
根据加工轨迹的长度、加工时间、刀具轨迹的连续性、轨迹方向的一致性等因素,叶片在高速加工时应尽量采用轮廓的切向进、退刀方式以保证刀路轨迹的平滑,保证叶片曲面的加工质量,在对叶片曲面进行加工时,刀具可以是2向垂直进、退刀,曲面法向的进、退刀,曲面正向与反向的进、退刀和斜向或螺旋式进、退刀等方式,在这些方式中,曲面的切向进、退刀或螺旋式进、退刀更有利于高速加工,如图1.图2所示。

3.4 叶片加工的铣削力,铁削温度,裹面粗糙度
本例应用LF5和6063T6两种铝合金材料进行叶片的高速铣削,铣削力、铣削温度、表面粗糙度的三个参数的选择经验如下:
(1) 切削力源于克服加工时叶片材料对弹性变形和塑性变形的抗力;
(2) 切削热来源于切削过程的三个变形区,在这三个区域内材料的塑性变形和摩擦力所做的功,绝大部分都要转变成热量,所以他们也就是切削过程中的三个热源;
(3) 表面粗糙度是评价叶片已加工表面质盆的最主要参数,是反映叶片表面微观几何形状误差的一个重要指标,是评价叶片加工的一个重要参数。通过切削试验来研究高速铣削铝合金时切削速度、进给量及其它因素对工件表面粗糙度的影响规律,从而优化我们在叶片加工时选用的各个参数,达到我们所需要的表面粗糙度要求。
此外,还要具体从铣削力、切削热、表面粗糙度三个方面来确定转速、切消深度和进给量、步距等参数,在此不详细论述。
4 结束语
笔者主要探讨了高速加工在叶片加工中的实际应用。加工叶片选用的材料为LF5和6063T6两种铝合金材料,借鉴了其它高速加工材料中对铝合金的试验参数和结论,针对铝合金的叶片形状,在零件加工时进行了深人的探讨和研究。通过选定的两种铝合金材料制作叶片,从切削力,切削热,切削的表面质量等方面考虑,优化切削参数,在达到切削质量的同时,提高了生产效率。
- 第1页:典型零件叶片高速五轴铣削数控加(1)
- 第2页:相关参数的优化选择
- 上一篇文章:高档数控机床中永磁直线同步电机驱动系统关键技术分析
- 下一篇文章:交流永磁同步电机伺服系统的仿真研究