



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

虚拟机床在五轴加工中的应用
4、五轴加工中虚拟机床的建立
真实的数控机床包括了机械结构和控制系统两部分。在VER ICUT 平台上构建虚拟数控机床也需要有两部分内容: 机床结构模型的建立和机床控制系统的建立。
4.1 虚拟机床结构模型的建立
4.1.1 五轴运动结构分析
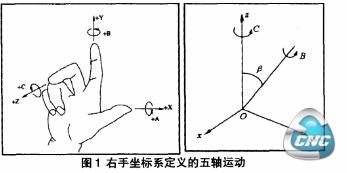
根据ISO的规定,在描述数控机床的运动时,采用右手直角坐标系。其中平行于主轴的坐标轴定义为z轴,绕x、y、z轴的旋转坐标分别为A、B、C。各坐标轴的运动可由工作台,也可以由刀具的运动来实现,但方向均以刀具相对于工件的运动方向来定义。通常五轴联动是指x、y、z、A、B、C中任意5个坐标的线性插补运动,如图1所示。五轴实际是指x、y、z三个移动轴加任意两个旋转轴。相对于常见的三轴(x、y、z三个自由度)加工而言,五轴加工是指加工几何形状比较复杂的零件时,需要加工刀具能够在五个自由度上进行定位和连接。
4.1.2 虚拟机床结构模型的建立
构建虚拟机床有多种方法 其中利用专业的数控加工仿真平台, 通过二次开发构建虚拟数控机床的方法是现实而有效的。VER ICUT是先进而成熟的数控仿真加工平台软件,不仅含有丰富的数控机床库,并支持定制功能,可以构建出用户所需要的数控机床。
虚拟机床的结构部分包括床身、主轴系统、进给系统、夹具、工件等。创建虚拟机床结构的方法主要有2个:一是基于VERICUT自身的通用建模功能,在VERICUT库中找一个相似程度很高的虚拟机床结构,以此为基础通过修改、添加的方法构建出所需要的机床结构模型。二是对于复杂机床结构,利用VERICUT与其它CAD/ CAM软件接口,将建立好的特种机床实体模型导入VERICUT环境中并装配。
笔者在设计虚拟机床结构模型时,首先采用第一种方法,虽然创建较为简单,但是由于局部特征表达得不够清晰,使得模拟加工过程中碰撞干涉检验的能力降低。在吸取经验教训的基础上,通过SIEMENS NX 重新对绘制模型,将机床整体模型描述清晰,使得局部特征明显。但此种方法存储空间较大,在模拟加工过程中有可能会出现坐标漂移的问题。通过不断优化模型,降低了坐标漂移的可能性。
4.2 虚拟机床模型运动关系设置
以机床工作台主参考体测量,按图2所示结构树顺序采用相对运动约束关系,建立机床原点静止装配数据模型,完善后转化为*.STL文件,数据分别联接入仿真控制系统结构树,形成五轴联动机构。

编制数控控制指令系统文件(fidia20.ctl文件)与数控机床构造文件(FOREST-LINE.mch文件),模拟FIDIA C20数控指令系统,翻译识别检查FIDIA C20系统(GM)指令,驱动结构树内X轴部件、Y轴部件、Z轴部件(线性运动)、C轴部件(旋转运动)和A轴部件(摆动)同步联合运动。
设置机床仿真系统工作行程软边界:X轴、Y轴、Z轴、C轴和A轴工作行程的上下边界。
4.3 建立机床刀具库和砂轮库
启动刀具管理器可以创建所需要的加工刀具。在刀具管理器中主要提供了很多刀具参数,如刀具类型、刀具直径、长度、刀柄等。在VERICUT软件中按所需建立的铣刀类型(包含直齿铣刀、球头铣刀、锥度铣刀及用户自定义等),设置刀具几何参数,然后可以单独保存,并可以提供给不同的虚拟机床调用。然后再用自画图方式,添加机床实际用的刀套Holder。依照此方法,,建立一系列常用的刀具库。
此外,由于VERICUT软件没有提供设置砂轮的模块。我们可以根据砂轮的切削原理采用铣刀类刀具模块创建砂轮,来满足仿真要求。结合特种回转面刀具的几何成型过程中的不同工序要求, 在VERICUT 中可以创建多个砂轮以供不同加工工序调用。
4.4 机床相关设置
(1)数控系统设置;根据机床的控制系统功能和指令格式,对准备功能G 代码、辅助功能M 代码、寄存器地址和状态指令等进行设置,并保存该文件。(2)设置干涉检查;(3)设置机床行程;(4)设置机床初始位置;(5)其他设置,如机床参考点、换刀位置等。
4.5 模型定位仿真加工
在仿真控制系统结构树内填加夹具和毛坯联接树结构接口,分别定义空间位置并进行位置装配约束,进行调用拼装组合夹具定位或模锻件定位加工。
其中夹具接结构树接口可以直接读取,其中专用工装夹具可以与公司产品相应工艺装备文件连接。标准组合夹具可以直接调用拼装夹具标准件库,然后在仿真系统内组合装配应用。
5、虚拟机床在五轴加工中的应用测试
图3所示涡轮增压器中复杂曲面叶轮的加工投产前,在五轴联动加工的数控仿真系统内模拟应用。该零件的工艺装备最大外形500mm×335mm×245mm,其中成型面为复杂双曲面,采用长度方向两侧局部拼接加工。叶轮在五轴联动加工时,边界为:X 50.779,Y-123.586,Z-58.258。位置主轴角度为:B-5.894°,C158.287°,工装定位未超出机床工作行程。通过仿真系统分析两次定位模拟加工,显示零件加工过程的直观状态,C轴部件和A轴部件大角度联动空间状态可以在不同视角观测,以验证工艺过程合理性,避免工件装夹位置错误导致主轴刀具与工件碰撞。
6、结语
通过上述研究实验的证明,利用虚拟机床技术,可以提高加工效率,保证数控编程质量,减少数控技术人员与操作人员的工作量和劳动强度,提高五轴联动加工的数控编程制造加工一次成功率,缩短产品设计和加工周期,提高生产效率。
- 第1页:虚拟机床在五轴加工中的应用(1)
- 第2页:五轴加工中虚拟机床的建立
- 上一篇文章:西门子840D数控系统如何只通过plc程序控制伺服电机
- 下一篇文章:数控加工新技术MachineDNA应用探讨