



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴联动数控技术的加工案例
2.3 CAM软件编写数控加工程序
(1)驱动曲面的制作
在Unigraphics软件的多轴编程中,多轴编程是通过驱动曲面或驱动曲线按照一定的策略产生驱动点,然后把这些驱动点按照一定的投影方法投影到被加工的工件表面,再按照某种规则来生成刀具路径的。多轴加工中,刀轴的轴线方向可以改变,即随着加工表面法线方向的不同而作相应改变,从而完成复杂曲面的加工。驱动曲面的制作很有讲究,直接影响了被加工曲面的质量、精度、加工效率。驱动曲面制作时应从简避繁,尽量简单。
(2)数控加工程序的编制
①粗加工程序的编制:应用Unigraphics加工模块中的3+2轴(固定五轴)功能对小轿车进行编程,让刀具从工件的不同方向进行加工;保证了小轿车在粗加工完成之后大面积材料的去除。加工参数如表1所示。
表1. 加工工艺规划
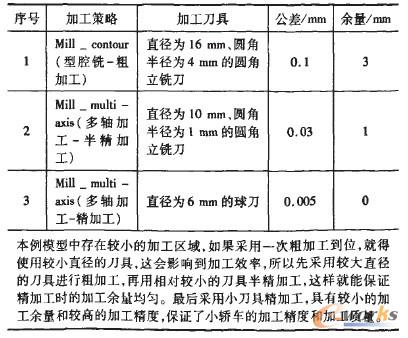
②半精加工程序的编制:选用mill_multi_axis(多轴加工一连续五轴)对小轿车进行半精加工,去除工件的残留量。加工参数如表1所示。
③精加工程序的编制:为保证加工精度、加工质量和加工效率,程序最后用6 mm球刀分别对小轿车的不同区域进行精加工;根据小轿车加工模型的要求,合理设置驱动曲面的驱动方向、驱动参数、切削方式、刀位点的运动轨迹、切削参数、非切削参数、机床控制(运动输出)等参数。其余参数按照SKY-5L16075型数控机床规定使用的功能指令、程序段格式及编程参数来编写加工程序。在五轴联动的编程中,手工编程一般不可实现,通常要借助一些带有五轴编程功能的CAD/CAM软件来实现自动编程。这里是选用了Unigraphics编程软件的CAM部分的多轴编程模块进行自动编程的。
④对于多轴程序的编制,刀轴的控制是难点,它直接影响到工件加工的精度、质量和效率。在此例中是通过驱动曲面来控制刀轴的连续变化的。
2.4 建造多轴后置处理
(1)后置处理的作用
CAM软件在对工件进行刀具路径计算时是假定工件不动,刀具根据工件上需加工的空间点围绕工件转动。后置处理时再将刀具路径按照机床结构和运动关系进行数据转换,转换成符合设定的机床结构的程序代码。
(2)后置处理的构造
在进行多轴程序的后置处理时,通常要构建一个与数控机床结构相同、符合数控系统指令格式和运行特点的后置处理。进入Unigraphics后置处理构造器,按照此数控机床的结构、数控系统的指令格式和运行特点构造一个后置处理,构造完成后将其保存(图4)。
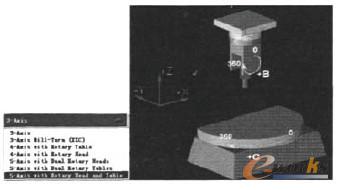
图4. 后置处理的构造
2.5 后置处理刀位程序
将自动编程编制好的刀位程序按照指定的后处理转换成本数控机床能读取的标准G代码。
2.6 程序校验
完成上面所有工序之后,对程序进行校验。在Unigraphics中自建一个与实际结构一致的转台+摆头式五轴联动数控机床,把汽车模型按照实际在机床上摆放的位置做在里面,在软件中进行模拟加工。
- 第1页:五轴联动数控技术的加工案例(1)
- 第2页:CAM软件编写数控加工程序
- 第3页:加工程序
- 上一篇文章:西门子840D数控系统如何只通过plc程序控制伺服电机
- 下一篇文章:数控加工新技术MachineDNA应用探讨