

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

FANUC-OTDII系统螺距误差补偿在数控车床上的应用
FANUCOTDⅡ数控系统已广泛应用在数控机床上,其螺距误差补偿功能有一定的典型性。通过对螺距误差补偿的熟练掌握,可以处理许多数控机床的加工难题。
4 应用举例
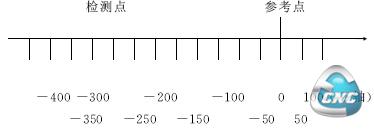
数控车床的参考点一般设在机械正限位不到处,参考点与正限位之间的范围在加工工件时很少用到,下面以一台数控车床的Z轴丝杠精度检测结果,阐述螺距误差补偿如何应用。
编程后运行,检测Z轴移动点,每点来回检测定位精度5次。
得到相邻两点间所需螺距误差补偿量

设定参数
(1) 置参数开关写状态PWE=1,解除1000报警。
(2) 设定螺距误差补偿原点号码为20。在参数No.2000中输入20。
(3) 设定螺距误差补偿倍率为1。置参数No.0011中PML1=0,PML2=0。
(4) 设定螺补间隔为50mm。在参数No.757中输入50000。
(5) 设定螺距误差补偿正负侧最远补偿点的号:负侧最远补偿点的号=20-400/50+1=13正侧最远补偿点的号=20+100/50=22
(6) 按下表输入补偿量

(7) 置参数开关写状态PWE=0,关机后重新启动,机床Z轴回参考点后螺距误差补偿参数生效。
FANUCOTDⅡ数控系统螺距误差补偿也可应用在数控机床的旋转轴上。在旋转轴中,螺补间隔按1转移动量(通常360º)的整除数设定,1转螺补量之和设定为0,每转同一位置补偿量设为相同值。
通过对螺距误差补偿的熟练掌握,可以处理许多数控机床的加工难题。如加工螺纹的螺距积累误差,就可以用到螺距误差补偿的方法解决。但在实际生产中,螺距误差补偿不易掌握,只有多用、多总结经验,才能应用自如。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:FUNUC 0i 数控系统数据的备份与恢复
- 下一篇文章:基于逆向工程的风机叶片数控加工