



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

水轮机叶片数控加工工艺技术研究
2 数控加工工艺过程
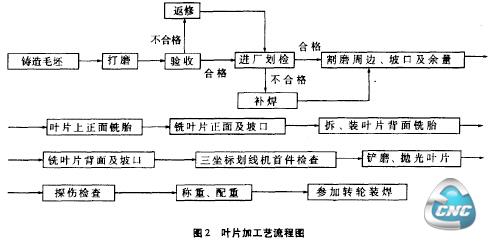
2.1 叶片加工工艺流程
叶片加工工艺流程如图2所示。
2.2 毛胚质量与余量的控制
叶片毛坯质量的控制是保证叶片最终质量的关键,叶片多为不锈钢铸造结构,材料为OCrl3Ni5Mo。叶片余量不均将直接影响数控加工质量,如余量偏小,则余量分布可调整范围小:余量偏大,则数控加工周期长,费用高,且叶片也容易产生变形。为了保证叶片数控加工的高效性,将叶片正、背面加工余量控制在转轮名义直径的0.1%~3%之间,毛坏预先进行粗磨、无损探伤,以及除净缺陷,去除局部高点,使毛坯表面质量得到充分改善,易于划线。
2.3 叶片的划检
叶片余量划检方式共有3种:a.双光电经纬仪非接触式测量叶片型线余量,它是最经济合理的测量手段,其测量精度完全满足叶片加工精度要求;h.三维划线机点接触测量型线余量,但在测杆伸出过长时,会因测杆自身产生的挠度而增大测量误差;c.利用数控机床的数控测头直接进行测量,它检测精度最高,但占用数控机床,费用也最高,通常用于叶片数控加工后的翼型检测,通过专用检测程序,校验叶片型面的准确性。
划检前,先选择测点,选择原则为叶片较薄处和曲率半径较大处;加密测点,测点越密,测量精度越高,测点在叶片表面呈网格状分布。确定测量基准,然后采集各测点的实际数值,将所采集数据在计算机中与叶片理论翼型比较,通过反复调整,使叶片余量分布尽可能均匀。反馈各测点加工余量值,标注于叶片表面。
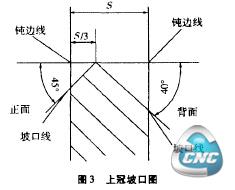
确定毛坯余量后,要在叶片上划出铣胎支撑截面线、坡口钝边线及加工线、叶片周边线。大型叶片的坡口划检非常关键,尤其上冠处坡口,厚度最大,加工余量也最多,如将坡口开成方形,势必耗费大量工时加工坡口,因此,必须在叶片型面上划出坡口线及钝边线,按线预留出足够余量,其余铲磨去除。上冠坡口划线如图3所示。
2.4 叶片的装夹、找正
叶片按截面线落在铣胎上,叶片与胎具接触稳固,虚弱点加支撑,通过搭焊板搭焊牢固。按照叶片上的6个基准点,3点多次组合测量,按误差最小值的组合进行编程计算。
2.5 叶片的加工
叶片加工分为型面、坡口、头尾部加工及数控打标记等四部分。
型面加工用盘铣刀,分粗、精铣序。粗铣时,可加大排刀间距及切深,加冷却液,提高加工效率,同时可使叶片充分释放应力,防止精加工后再变形,在国内某大型机组上,曾发生叶片经粗铣后,工件变形达4 mm左右;精铣时,加密排刀,减少切深,虽效率降低,但表面波浪度及粗糙度减小,改善过流面质量。
坡口加工 ,在数控铣头转角允许的情况下,盘铣刀加工可加大走刀量,一次加工到位。经数控加工的坡口,给转轮的最终装配带来方便,大大提高了装配精度,使坡口焊量均匀。
头尾部加工的关键是其形状的保证。曲面的形成是由加工的直线段组成而无限接近,加工中,如果无限细化直线段,势必降低加工效率,提高成本。采用棒铣刀或球头刀按其包络线加工,加工成多边形,最终按样板修磨。
铣削方式对切削效果有很大影响,一般多采用顺铣方式,顺铣切层由厚到薄,刀齿从待加工表面顺利切人,刀具磨损小,并能获得良好的表面粗糙度。另外,在铣削中加人充分的冷却液,不但对刀具有润滑作用,还对因不锈钢加工导热性差而产生的猫结现象和减轻摩擦有改善。
数控打标记主要包括在叶片型面上打出样板截面测量基准线,以及在另外一侧加工找正基准点。
2.6 叶片的修磨、抛光
数控加工后,修磨去除数控加工过程中形成的刀花和接刀痕(即波峰、波谷),修磨叶片的波峰,可以在每一“刀”上修1/3的面积,将叶片修光整,满足叶片的波浪度要求。
所用工具可选择大功率、转数可达80 00r /min的优质砂轮机,以及专用碗型砂轮片,叶片表面粗糙度全部达到1.6 μm。修磨叶片的头、尾部时,采用翼型样板予以控制。
- 第1页:水轮机叶片数控加工工艺技术研究(1)
- 第2页:数控加工工艺过程
- 第3页:工件的检查
- 上一篇文章:基于ARM和CPLD的开放式数控系统设计
- 下一篇文章:FANUC数控系统主轴参数的应用