



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

浅谈数控编程及在重型汽车模具加工中的应用
3 模具加工编程举例
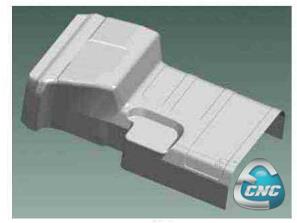
下面看一下斯太尔重型汽车发动机罩冲模凹模的加工编程策略。图3是发动机罩数模。
3.1 加工分析
(1)毛坯:毛坯为50mm钢板焊接结构,重约3吨,从12处经投影线加工测试,加工量为4-30mm不等,且有多处硬点,多为焊口处及钢板内部组织不匀所致。
(2)形状:凹模型腔外围尺寸为1946×970×500(mm),两侧有212 mm深的垂直面,最小凹半径为R5。
(3)加工难点:
① 415-500 mm深度的底斜面与两侧面的大圆角部分,因本单位龙门数控铣旋转加工头损坏,刀长莫及且主轴直径(¢250mm)干涉,一般在超过280 mm深度时, ¢63刀杆切削钢件会出现震颤。
② 因需要多段程序、多种刀具分别加工,存在精加工接刀问题。
③ 硬点部分无定位、不均匀,增加了操作难度。
3.2 加工编程策略
据以上分析,加工编程分三大板块进行:
(1)短刀(不接刀杆)可直接加工到的部分,有:所有主轴不干涉的底面、两侧面170 mm以上部分。
(2)加接刀杆致320mm深以上的部分,有:两侧面以及圆角。
(3)320mm以下侧面、415-500mm深度的底斜面与两侧面的圆角部分,将模体调角度25°加工,数模也调相应角度编程。角度需要调整两次,分别加工两边侧面、圆角。
(4)每一个板块加工工艺为:局部铣焊口→粗加工→半精加工→清根→精加工→清根。
结果:仅凹模加工前后使用了60多条程序,由作者一人编程,4名操作工两班操作,连续干了13天,没有出现任何差错,接刀误差≤0.12mm 。
4 结束语
综上所述,数控编程是一项细致、辛苦、复杂的综合性的工作过程,编程人员不仅要掌握CAD/CAM软件的使用,还必须具备较强的空间想象、机械识图能力,要熟悉机床、刀具、机械加工,最好能对所加工模具的设计使用都有较深层的了解。从这个意义上讲,就不仅仅是"编程"了。技术的发展永无止境,数字技术也是一直处在发展与探索之中,程序员也只有热爱制造业,在实践中不断摸索、再学习,才能在自己逐步走向成熟的同时也推动CAD/CAM技术的兴旺与繁荣。限于本人工作经历、学识的浅薄,以上看法的片面之处,也只待在不断的工作学习中加以纠正和完善。
- 上一篇文章:数控系统加减速控制功能对精度的影响
- 下一篇文章:带旋转三割炬火焰切割机数控系统的研究