



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

浅谈数控编程及在重型汽车模具加工中的应用
从图中可以看出,从A点到B点程序的算法是运行点到点的直线,而机床控制系统走折线,当C点存在零件域时,看程序没有问题但实际加工却产生了过切。这种情况CAM软件自带的刀轨验证无法察觉,只有NC程序经过仿真验证软件的检查,在模拟加工中正确设置机床参数才能发现。解决方法:可适当加大层间抬刀的垂直参数(G00时避开折线点),例如将层间抬刀至安全平面,缺点是降低了效率。彻底的解决办法是用Rapid取代G00编程,在Feeds and Speeds菜单的Rapid一栏里填上数值(默认为0)即可解决。见图2

图2
还有一种情况容易出现过切,就是切削方式:逆铣(Conventional Cut)。许多数控操作工是铣工出身,由于普通铣床的丝杠结构精度差,操作时一般多用逆铣方式,他们把逆铣的操作经验带到了数控机床。数控机床的滚珠结构丝杠精度极高,顺铣不会崩刀,更不会出现过切,这也是CAM软件里切削方式默认值一般都为顺铣(Climb Cut)的原因。所以粗加工在绝大多数情况下应选择顺铣的切削方式。
2.3.2 半精加工、精加工
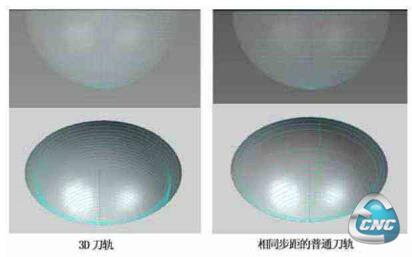
半精加工一般用于零件几何公差要求比较高时,为了给精加工留下较小的加工余量的切削,可根据零件公差要求及加工材料特点灵活使用。精加工是对型腔最后的切削运动,直接关系到加工质量的高低,不同的刀路程序会对零件加工出截然不同的精度效果,CAM软件提供了多种方式可选。一般在较为陡峭的面多选等高线加工方式,而其他曲面使用Contour_Area即可。值得一提的是在曲面加工刀路中的3D步距,可以克服在不同斜率的面上加工残留不均匀的问题,UG、Cimatron等软件都有此功能。缺点是刀轨较长,不适合在太复杂的曲面加工使用。图3是UG的3D步距刀轨示意图。
精加工时对精度的取值也要看具体情况,不要一味地追求精度而忽视了加工效率。据发达国家日、美的资料显示,其汽车覆盖件模具的设计制造周期主要取决于模具的研制时间,而他们的数控加工和抛光所需的时间占整个模具研制时间的60%以上。 这也从一个方面提示了研究、做好数控加工在模具研制中的重要意义。
2.3.3 清根加工
清根是常用的加工工序,主要是把前面的加工中由于刀具直径大的原因而没有切除掉的余量加工掉。有两种情况必须注意使用清根:一是在大刀后换小刀以前,为了给小刀加工一个好的环境,避免小刀在型腔拐角处的切削量过大而进给不能保持恒定速度,此时要先清根(小刀用等高线加工可除外);再就是用于精加工前后,也是为了速度及加工出符合要求的圆角。清根常采用球头刀,针对单独的小R也可用端铣刀小步距层切(此非清根工艺),要看曲面的情况而定。
2.3.4 后处理
后处理(Post)意为把CAM软件生成的刀位文件(Cutter Location File)转换成数控机床能够识别执行的G代码NC程序,针对不同的数控操作系统NC程序的格式各有不同,这是数控编程的最后环节。UG的Postprocess可以直接对内部刀轨进行后处理,而不需要中间环节的CLSF文件。UG的PostBuilder可供用户自定义后处理格式,以解决各种编程中的问题。
2.4 对加工程序的验证
在制造业的软件解决方案中,三维仿真模拟加工、验证、分析是一个重要环节,模拟分析的好处就是可以在计算机上像了解真实加工一样观察产品制造的过程,用计算机来分析还没有制造出来的产品零件的质量,并发现设计、制造等诸问题。验证分析可以针对产品、模具设计,也可针对数控加工程序。NC程序常用的仿真验证软件是CGTech公司的Vericut,用它可以进行NC程序的三维验证分析,仿真CNC机床,还可对程序进行优化,可从NC刀具路径创建CAD兼容模型,并与CAD设计模型相比较,等等。通过对G代码和CAM输出数据的模拟加工,可以检测出刀轨路径的错误以及导致零件、夹具和刀具损坏或机床碰撞等问题。如果加工程序的验证既由编程人员同时也由机床操作人员来做,经过两个层面的工作,一般能较有效地防止错误的发生。
- 上一篇文章:数控系统加减速控制功能对精度的影响
- 下一篇文章:带旋转三割炬火焰切割机数控系统的研究