



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控纵切机床智能CAPP系统与工艺决策
2.2 规则的表示
(1)工艺参数规则。工岂参数的选择包括了切削用量三要素的确定,即:主轴转速、切削深度和进给速度。确定这些切削用量要素时,需要考虑的因素除零件本身的要求外,还要考虑刀具的限制。如下是一条选择工艺参数的规则:
IF(毛坯材料黄铜) AND
(刀具材料高速钢) AND
(加工步正偏差0 1) AND
(加工步负偏差-0.1)AND
(加工步粗糙度Ra3.2)THEN
(丰轴转速2 900r/min;切削深度1.75mtn;进给速度0.08mm/r):
对于工艺参数结论的合理性,可以通过不断地训练和总结经验来进行修正。
(2)工艺路线的规划。由于数控纵切机床结构的特殊性,即在加工过程中必须考虑其最大凹退长度,保证在最大回退长度范围之内加工。在划分工艺路线时,不仅需要考虑粗、精加工的划分,还要考虑刀具已走过距离是否满足小于最大回退长度的要求。如下是一条工艺路线的规则:
IF(毛坯材料黄铜) AND
(加工步正偏差0.1) AND
(加工步负偏差-0.1)AND
(加工步粗糙度Ra1.6)
THEN
JF(加工步长度小于最大回退长度)
THEN(加丁方法粗车-半精年-精车)
ELSE(分段使满足要求)
在数控纵切机床加工工艺规划过程中,有一类需要特别注意的工艺,即用槽刀进行槽内部的倒圆和倒角处理。通常的倒圆倒角都是采用正向刀具或反向刀具处理,但由于数控纵切机床加工零件细小,如果在槽内部的倒圆倒角仍然采用普通的车刀来处理,将会造成干涉现象,对零件形状造成影响。因此,在用槽刀进行切槽处理时,若在槽内部有倒圆倒角,用槽刀一并处理。如下是用槽月处理槽内部倒圆倒角的工艺路线规则:
IF(加工步特征槽)AND(槽内部特征倒圆[或倒角])
THEN(加工方法倒圆[倒角]一切槽一(倒圆[倒角])AND加工刀具槽刀)
3 数控纵切机床加工智能cAPP系统的推理控制策略
推理是指按照某种策略从已知事实出发去推出结论的过程。所朋到的事实分为两种:一种是与求解问题有关的初始证据,另一种是推理过程中所得到的中间结果。智能系统的推理包括两个基本问题:一个是推理方法,一个是推理的控制策略。推理方法主要解决在推理过程中前提与结论之问的逻辑关系,按推理的逻辑基础,常用的推理方法可分为演绎推理、归纳推理和默认推理。推理策略是指如何使用领域知识使推理过程尽快达到目标的策略,包括了正向推理、反向推理和混合推理。其中混合推理是正向推理和反向推理的结合应用。
推理方法及推理策略,与目标对象及实际采用的知识库结构有关。这罩,工艺决策模块主要采用产生式规则来表示知识,推理机采用演绎推理。数控纵田机床工艺设计的目标是产生工艺规程,而同,零件有可能采用多种工艺规程加工,故不宜采用目标驱动模式(反向推理策略),而应采用数据驱动模式(正向推理策略),即从零件毛坯开始,根据零件的基本信息调用工艺决策模块逐层分析,形成零件工艺加工规程,完成工艺设计任务。
下面以一个零件的工艺路线安排(图2)为例来说明智能cAPP模型推理控制策略的实现。
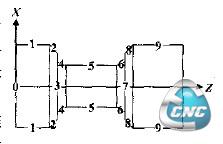
图2典型零件
零件材料为黄铜,跃度20mm。机床最大回退长度25mm。加工正偏差0.1mm,负偏差0.1mm,粗糙度要求Ra1.6。按推理控制策略,可做如下推理:
(1)特征汉别。具有槽内倒角特征。
(2)加工方法推理。加工正偏差0.1mm,负偏差-0.1mm,材料黄铜,粗糙度要求Ra3.2,通过与知识库中知识比对,确定加工方法为:粗车-半精车-精车。
(3)加工序列推理。由于零件长度满足机床最大回退长度要求,不用考虑分段。但根据步骤(1)分析,得出具有槽内倒角的特征,倒角应与槽一起加工,因此,最终加_亡序列为:1,2—8,9。
(4)加工余量推理。根据加工精度要求和专家知识库进行分析,可得出加工余量的数值。其数值与加工具体环境有关,可以通过多次试验得出最佳数值,在此不再列出。
(5)刀具选择推理。由上述步骤(1)-(4)的推理,得出刀具包括:外圆正向刀具,槽刀,切断刀。上述步骤(1)-(5)即为通过CAPP工艺规划系统模型推出的适合图2所示零件的工艺规程结论。
4 小结
针对数控纵切机床及加工零件特征,提出了其智能CAPP系统模型结构。基于产生式规则的知识表示方法及基于演绎式推理的推理方式,建立了知识库和推理控制策略。所开发的智能CAPP系统已作为宁江集团CKN1112数控纵切自动车床图形化数控编程系统的一部分,并已投入使用,使得工艺设计时间减少了50%以上,工艺合理性得到提高。系统能将工艺专家经验总结并集成知识管理,有效地实现工艺专家知识的积累和继承。
- 第1页:数控纵切机床智能CAPP系统与工艺决策(1)
- 第2页:规则的表示
- 上一篇文章:数控技术在波纹板成型模的应用
- 下一篇文章:基于三菱PLC的变频器7段速自动控制