



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴数控机床后置处理技术分析与工程实践
3 在后置处理技术基础上后置处理器锪开发
随着五轴数控技术的发展,对其后置处理技术的要求也不断提高,工程实践中往往利用后置处理器对某个生产过程进行“专用”控制,以满足商业生产。下面就以五轴双转台数控机床(MIKRON ltSM 600U机床)为例进行分析。
3.1 对机床参数的设置
在设置中.对软件对话框进行选择,配置五轴数控系统,根摄执寒运行的结构蹰体现的各种参数进行参数选择,如一般参数、四轴五轴窗口,编辑设置圆弧刀轨迹输出的线性轴行程极限、机床的零点位置、直线插补最小分辨率、机床的速度、机床初始坐标、机床旋转轴设定等等进行选掸与设定。
3.2 程序与刀轨设定
在程序与刀轨的窗口中定义与修改、专用化所有的机床动作的处理方式。在程序窗口中定义、修改程序化设置其中后处理的程序包括:程序起始段:操作端头;刀软拄铋;操作结尾;程序结果。在G代码的窗口下,定义后置处理中所需要的所有G代码。包括:运动速度、直线模式、顺圆运动、逆圆运动、加工面、刀具半径修正、绝对与增量编程、固定加工
循环模式等。存M代码窗口定义的是后置处理中M代码内容.包括:结束程序、主轴转向、主轴启停、冷却开关、换刀具等。在定义地址的时候,设置各个关键格式;字符顺序窗口,定义字符优先等级与顺序;在用户定义窗口添加用户自定义的程序指令。在利用程序语言进行编程的时候,实现后置处理的算法中欧能个旋转轴角度的计算、坐标矩阵变换、平动轴移动值计算、增加切削时间等任务都应完成设置。在程序与刀轨参数窗口的用户自定义中,导入已经实现的旋转轴角度计算、平动轴位移计算等都应符合实际加工的需求。
3.3 NC数据设置
在NC数据参数窗口的设置中,应定义NC数据格式。在定义中使用的是G、M字地址和其应用的FOR—MAT格式。完成上述设置后生成的自定义文件为.def、事件处理文件为.tcl,参数文件为.pui,即完成在五轴加f:中需要的后嚣处理器的开发。
4 零件加工的应用
在零件加工的应用中,选择一台电动双转台五轴机床作为测试的对象,完成零件的加丁。采用软件构件一个复杂的圆柱加半球的组合零什,在上面完成铣削工艺,并形成两个不同斜度的平面,在两侧在进行垂直方向钻孔,并在球面上雕刻字母,如图2。
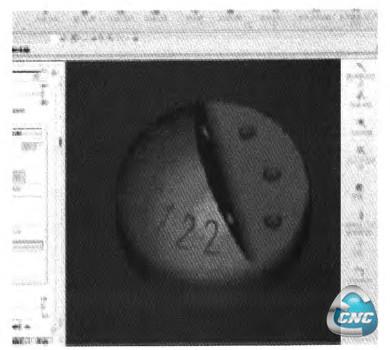
加工的步骤分为一下几个:粗加工完成型腔铣,选择刀具立铣刀,直径6ram,刃场20mm,加工余量0.5mm。半精加T铣剩余量.刀具设汁直径4ram球头月,刃长10mm,余量设计0.2mm;精加丁:变轮廓铣削,刀具沿用半精加T刀具。余量0多面钻孔加工钻头直径4mm,深度10mm;刻字加工:选择30°刻字刀,字体深度0.5mm。在加工中编制这些后置处理程序转换为5组加工代码,采用五轴数控设备完成这些加工,从最终的加工结果来看,建立在UG基硎:上的后置处理系统可以有效的对加工过程进行控制,并实现效率最大。
- 上一篇文章:基于工作过程的数控技术专业课程体系开发
- 下一篇文章:基于PLC的架车机电气控制系统设计