



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

交流伺服电机在数控卷簧流水线中的应用
4 系统的软件设计
该部分程序是采用直观的梯形图编写的。编程过程中,采用子程序调用方式按照各项控制人物进行模块化编程,其主要完成伺服电机绝对编码器的读取、伺服电机的零点定位、恒转矩控制运行和伺服电机状态的实时监控几项功能,包括主程序,实时监控伺服电机状态子程序以及PLC与伺服电机之间的通信子程序。其中,主程序如图5所示。实时监控伺服电机状态子程序如图6所示,其不断调用通信子程序来读取伺服电机转速、转矩和警报号;PLC与伺服电机之间的通信子程序是符合Panasonjc公司提供的RS232C通信协议。并且通过AscII代码来完成通信,具体分为两部分;PLC向伺服电机发送命令请求和PLC接收伺服电机的返回数据。针对使用不同的命令参数,其每次发送和接收的命令数据块格式也不同,并且效验和正确与否取决于接受所有数据之和末8位是否为零,其程序流程图略。
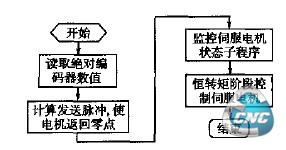
图5主程序框图
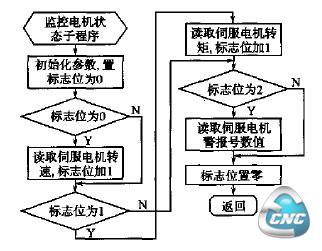
图6监控伺服电机于程序框图
4.1 交流伺服电机的位置控制阶段
由于对交流伺服电机的位置控制是采用给伺服驱动器输入高速脉冲的方法来实现的,所以在位置控制阶段,本系统首先需要调用通信子程序来读取各台绝对编码器的当前数值,以便计算出使各台伺服电机返回零点的脉冲数,并通过PLC自带的高速脉冲输出口来完成伺服电机的零点定位。Rockwell公司的MicroLogixl500每个CPU提供两个PTO发生器,用来产生高速脉冲串,分别分配在数字输出口00t 0/2和00,0/3,其中用户需要控制脉冲输出频率和加速阶段的脉冲数,减速阶段的脉冲数以及总运行脉冲数。在PTO发生器输出脉冲过程中,可以直接访回其控制位,输出脉冲总数以及输出脉冲实际频率等状态,并可以选择运行曲线类型和紧急停车方式。对于位置控制阶段伺服电机定位精度和速度的确定,需要考虑到伺服电机参数变量Pr46,Pr47和Pr4B的选择。相关计算公式为
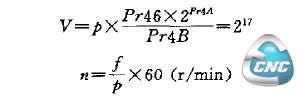
式中:V为伺服电机转动一圈所需要的内部脉冲数,由于采用17位绝对编码器,故V为217户为伺服电机转动一圈所需要的外部脉冲数;n为伺服电机转动的速度;,为主控制器所发出脉冲的频率。
在本系统中,由于考虑到可编程控制器的性能和产品的加工精度,设置,为20000 Hz,户为4000,即外部向伺服电机驱动器发送4000个脉冲,伺服电机转动一圈,则
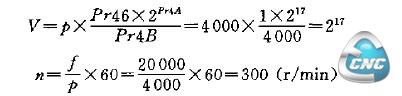
因此,PLC通过通信子程序确定伺服电机的位置,就可以计算出使伺服电机返回零点的脉冲数,从而完成伺服电机的零点定位。
4.2 交流伺服电机的转矩控制阶段
在反绕过程中,卷簧先以较大的恒转矩反绕3圈,然后再以一较小的恒转矩继续反绕,直到反绕至弯钩部分时停转。所以在恒转矩控制阶段,本系统除了提供恒定的转矩给伺服电机外,还必须调用通信子程序读取伺服电机转动的圈数,并在其过程中,调用实时监控伺服电机状态子程序实时读取各伺服电机的转速,转矩和警报号,以便在触摸屏上显示出来。本系统中所采用的交流伺服驱动器转矩控制需要模拟量电压的输人,即不同的转矩值对应相应的模拟量输入电压,并且其对应比例关系可由变量参数Pr5c来确定,所以采用Micr0Logixl500扩展的模拟量输入输出模块来产生对应不同恒转矩的模拟量电压,其对应比例为:10 V/100%。当读取到伺服电机转到预定的圈数后,停止模拟电压的输入,以致使伺服电机停转。
5 结束语
该控制系统在数控卷簧流水线中实现并应用,大大提高了卷簧的生产效率,而且加工精度高,所生产出的卷簧质量稳定,一致性好,降低了原材料和能源损耗。就目前来看,该控制系统的诸多方面都处于国内领先水平。
- 第1页:交流伺服电机在数控卷簧流水线中的应用(1)
- 第2页:系统的软件设计
- 上一篇文章:基于特型导叶造型的数控技术
- 下一篇文章:基于PLC的自动分选装置的技术改造