



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

精密数控技术在电真空器件中的应用
2.1 数控车床的应用
数控车床具备很高的机床精度,一般具备两轴控制的称为数控车,多于两轴可称之为车削中心,可以同时装夹多把刀具,零件在一次装夹时可以完成车、钻、幢等多种、多道车削工序,车削中心还可以实现部分铣削加工,因此可以有效地保证零件的尺寸精度和形位公差。目前在应用上主要解决了电真空器件行波管主要零件极靴、腔环和藕合腔的批量加工,加工的极靴、腔环和藕合腔尺寸精度高、一致性好,大大提高了装架效率和制管成品率。
在毫米波行波管中,藕合腔慢波结构能够有效地实现高功率、大带宽,应用范围较广.其中藕合腔为管子的关键零件,并且为100多个藕合腔焊在一起。所以藕合腔加工的技术要求达到与否和一致性的好坏,直接影响着管子的功率与带宽。结构如图2所示,其中φA与φB配合,装配时保证中心孔对中要求和轴向装配尺寸,达到两件韧合腔装配后尺寸一致;各面的表面粗糙度要求较高,达Ra0.2μm;零件的尺寸精度高,两端小台阶尺寸公差为0.005mm;端面要求不倒角、无毛刺。普通加工对手此种结构的零件,达到如上精度是很难实现的。
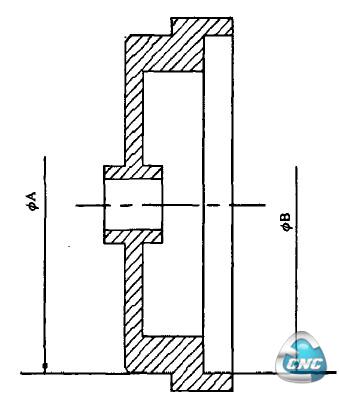
图2藕合腔结构
利用数控车床定位精度高,一次装夹可实现多个尺寸的粗、精加工的优势进行零件加工,即钻铿中心孔到要求,车端面及外圆保证外圆及台阶0.005mm尺寸;用成型刀扎环槽和加工各台阶面,进行粗加工、半精加工、精加工(最后精加工留量仅为0.01mm),达到尺寸精度和表面粗糙度要求。加工出合格的藕合腔零件,尤其保证了藕合腔尺寸的一致性,有利于管子匹配的调节,制管得以有效保证。
另外应用数控车床于行波管阴极和各种球面模具的加工,替代原来成形刀手动加工球面,保证了加工球面的加工精度,大幅提高了阴极制造的成品率;应用于各种回转类复杂零件和高精度零件的加工,解决了手动加工很难保证精度,甚至不能加工的技术难题,确保了电真空器件的研制与生产。
2.2 加工中心的应用
加工中心由于有着很高的加工精度,一次装夹可以完成多面、多种形状的加工,适合于复杂零件的精密加工.主要应用于大多柱速调管腔体的多面加工,实现各相关尺寸较高的位置度要求,加工出各种形状的冷却水路及保证了深槽的尺寸精度和表面粗糙度要求;高精度的型腔加工和复杂形状零件的加工可以达到零件的设计要求,而且有着很高的加工效率。
如图3行波管波导件,利用加工中心加工,在一次装夹下,可以实现五面加工,有效地保证波导内面的尺寸精度与表明粗糙度,各个相关面及形状的相对形位公差,同时大大提高加工效率。
图3行波管波导件
2.3 慢走丝线切割的应用
精密慢走丝线切割是机械加工中的特种加工,用电极丝放电切割零件,可以加工各种硬度的金属零件,为无切削力加工,适合于各种异形精密零件的加工,主要应用于行波管高精度管壳的内形加工,保证了加载和匹配要求。
对于行波管,其核心慢波组件可采用螺旋线管壳加载结构,其中管壳为一关键零件。典型管壳内形结构如图4。

图4典型管壳内形结构
慢波组件的主要参数色散特性、藕合阻抗对管壳的尺寸非常敏感,所以对管壳的技术要求极其严格,即要求内外形直线性0.02 mm(长度L=160mm),内形结构为异形且要求表面粗糙度高达Ra0.4μm,内形的内径、加强筋的尺寸精度及形位公差也要求非常高。以保证管子的流通率,降低内部损耗及提高效率,同时达到定位准确、接触良好,散热效率高。
普通机械加工对于此种结构及精度要求的加工是实现不了的,只能用特种加工—慢走丝精密线切割电火花加工来实现.利用设备定位精度高,运丝稳定,可实现多遍切割的功能。即调整运丝系统达到在大张力下稳定运丝,使得加土面直线性好;进行喷流设置改善放电通道,使得放电稳定;调整放电加工参量,进行多遍切削,达到较高的尺寸精度要求和表面粗糙度要求。管壳加工精度的达到,有效地保证了行波管的高频性能稳定。
另外应用慢走丝线切割于磁控管内腔的加工,解决了型腔内叶片的变形问题,达到了很高的尺寸精度和表面粗糙度要求;应用于毫米波行波管上,解决了螺旋线、环杆线,梯芯及波导等关键精密零件的加工。
2.4 成型加工中心的应用
成型加工也是机械加工中的特种加工,用所要形状的电极放电加工零件,可以加工各种硬度的金属零件,为无切削力加工,适合于各种异形精密零件的加工。小多柱速调管核心部件—阴极组件和各类栅控行波管的关键零件—栅网的加工正是应用了成型加工,此类零件从材料、结构到精度要求都是普通加工实现不了的。
栅网作为栅控行波管的核心零件,结构如图5所示,其材料为钥,球面上分布着轮辐状栅筋,栅筋宽度0.05~0.12 mm,尺寸精度要求0.01~-0.02mm,粗糙度要求达到Ra0.8μm。为了能够实现此类零件的加工,设计组合式成型电极,利用电火花成型加工机床选择好的微精放电模式进行加工。在开始加工阶段,适当延长脉冲不放电时间、增加抬刀次数,保证不在表面上使腐蚀颗粒熔结,形成毛刺;而后则加大伺服控制力度,提高脉冲放电效率,保证放电稳定,同时控制了电极损耗,进行加工,达到栅网加工的技术要求,有力地保证了栅控行波管性能指标。
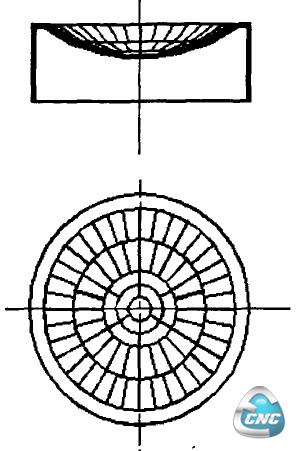
图5栅网结构
因此,精密数控加工技术在电真空器件中应用是十分广泛的,加工了各种各样的高精度的复杂零件,使得电真空器件的产品设计得以实现,有效地保证了器件的性能指标,同时提高了器件的可靠性。
- 第1页:精密数控技术在电真空器件中的应用(1)
- 第2页:数控车床的应用
- 第3页:精密数控加工技术在电真空器件中应用发展趋势
- 上一篇文章:嵌入式数控技术研究与系统分析
- 下一篇文章:基于航空精密小叶轮数控技术加工