



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控技术在新型复杂航空结构件上应用
2 宽弦空心叶片发动机整体叶盘高精度数控加工技术
在第4代战斗机的动力装置F119和EJ200发动机均采用钛合金宽弦风扇叶片,风扇、压气机和涡轮均采用了整体叶盘结构,可减轻重量30%。宽弦、无凸台、空心叶片的整体叶盘是高性能发动机风扇和第一级压气机叶片的发展方向。

图4 叶片加工
叶盘毛坯一般采用高强度难加工材料。叶片薄见(见图4)、扭曲度大、叶展长、刚性极差,且叶片间的通道深而窄、开敞性很差、材料切除率很高,严重影响了数控铣削的可加工性。尤其是宽弦空心叶盘(图5),叶片的扭曲度更大,刚性更弱,叶盘加工刀具长径比大,造成刀具刚性极差,切削过程中表现出很高的动态切变强度,降低工件表面的加工质量和表面完整性,无法与已成型的空心叶片曲面光滑相接。整体叶盘材料、结构和工艺的复杂性与其高精度制造之间形成了一对尖锐的矛盾,而保证航空发动机核心转子部件整体叶盘的加工精度、加工效率以及表面完整性又至关重要。整体叶盘类零件的数控加工是航空制造业面临的另一个重要课题。

图5 宽弦整体风扇叶盘
整体叶盘五坐标数控铣削加工的关键技术包括叶盘通道与刀轴矢量的控制、刀具轨迹设计及光顺处理、通道的高效粗加工技术、叶片型面的精确加工技术、加工变形控制和叶片与刀具减振技术、薄弱结构加工颤振抑制工艺、切削参数优化技术。采用变形补偿、自适应加工、抗疲劳制造等上述各项基础技术的综合集成,刀具要选择刚性好的整体硬质合金刀具和高刚性高精度延长杆。工程经验的积累对于提高加工效率、质量也非常重要。对于刚性很差的叶片的精加工,在叶片通道内填充能够快速凝固的具有一定强度的填充物,可以有效增加叶片的刚性,减少加工振动。
整体叶盘数控加工程序编制时首先要考虑的是控制刀轴方向,因为通道太窄、叶片扭曲、盘体是锥形等因素,所以刀轴控制稍有差错就会干涉。此外退刀、空刀快速移动一定要控制幅度。粗加工可以采用定摆角等高线行切,或五坐标侧刃铣削,所有刀具轨迹应实现顺铣。精加工刀位轨迹设计要流畅、光顺,行距要小,才能保证行切出的曲面光顺。清根程序要留少许余量,避免刮伤叶片型面。采用高转速小切深的类似高速加工的策略,降低切削力。整体叶盘的精加工必须选用精度很好的五坐标加工中心,设备的刚性也要好,最好是转台、摆头结构,便于周向分度加工。
3 大型薄壁复杂结构类零件的高速加工技术
航空结构件大型薄壁结构件的典型代表是整体壁板、货舱地板。其面积大、薄壁、刚性差,有些长达10多米,并且结构复杂、加工精度要求高、切除率高。大型薄壁结构件加工振颤抑制(见图6)、加工变形控制、尺寸精度控制、提高加工效率是数控加工的关键技术。

图6 高速加工1mm薄壁结构时振动造成振纹
大型整体薄壁结构件(图7)最有效的加工方式是采用高速切削技术,高速加工的切削随着切削速度增大,切削温度反而下降,切削力也会大幅度下降。要充分发挥高速切削加工优势,必须要有合适的高速加工的加工策略用于指导高速加工,尽量采用高的切削线速度,高的进给速度和小的切深,把进给速率的变化降到最低,避免刀路轨迹转弯处的尖角,采用顺铣方式。
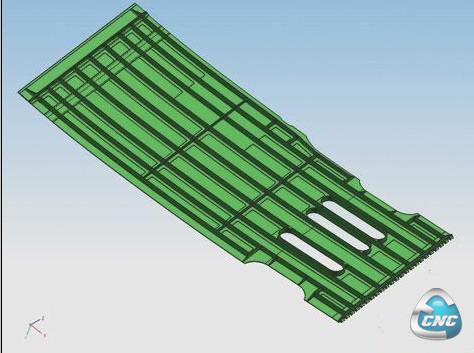
图7 大型薄壁壁板
在数控程序编制过程中,根据不断变化的切削状态,应及时调整其它参数,尽可能按最佳切除率进行编程,并且应尽量保持常量切除率,这样才能最大效率地进行高速加工。同时,常量切除率又能保持基本一致的切削状态,避免有时切多有时切少导致的切削力的剧烈变化,使加工质量保持一致。在粗加工工序中,为了能够确保最大的切削效率,所规划的刀轨应适应恒速进给;在精加工工序中,为提高加工表面质量,所生成的刀轨应保持刀具以恒力切削。进给量与径向切深应尽可能均匀,有利于延长刀具寿命,减少噪声污染。在加工过程中保持切屑等厚度,保持切屑厚度为最大允许的常量,可以保持高的切削效率,基本一致的切削条件也有利于保持切削力和切削状态的一致,使加工表面质量得到保证。
4 大型复合材料构件的精确数控加工
新型飞机复合材料用量大幅度上升,以前采用手工钻孔、切边的复合材料构件现在必须采用数控加工才能达到精度要求。数控加工是最后工序,一旦出现问题,将损失严重。因此,设计合理的加工工艺,选择合适的刀具、加工参数对复合材料零件的加工尤为重要。
碳纤维复合材料构件一般尺寸较大,形状结构复杂,硬度和强度都很高,属于难加工材料。切削过程中切削力较大,切削热不易传出,严重时会烧焦树脂或使树脂软化,刀具磨损严重,因此刀具是碳纤维加工的关键,其切削机理更接近于磨削而非铣削,所以,切削线速度通常要大于500m/min,采用高转速小进给策略。切边加工刀具一般选用整体硬质合金滚花铣刀、电镀金刚石颗粒砂轮、镶金刚石铣刀、铜基金刚石颗粒锯片。图8中的3类新型整体硬质合金复合材料加工专用铣刀的切削效果更好,它们都有一些共同特点:刚性高,螺旋角小,甚至是0°,专门设计的人字形刀刃,都可以有效减小轴向切削力,减少分层,其加工效率与效果都很好。

图8 已破损的碳纤维加工专用刀具
碳纤维复合材料层间强度低,易在切削力的作用下产生分层,因此钻孔或切边应减小轴向力。钻孔要求高转速、小进给,转速一般在3000~6000r/min,进给量达到0.01~0.04mm/r,钻头选用三尖两刃或两尖两刃形式较好,锋利的刀尖可先将碳纤维层划断,两刃对孔壁起到了修补作用,镶金刚石的钻头锋利与耐磨性俱佳。复合材料与钛合金夹层的钻孔是个难题,一般采用整体硬质合金钻头,按钻削钛合金的切削参数进行钻削,从钛合金侧先钻,直至钻通,钻削时加润滑剂,缓解复合材料烧伤。波音公司专门研制了PCD组合钻头用于夹层的钻孔。
复合材料切屑为粉状,对人体健康危害大,应采用大功率吸尘器吸尘,采用水冷也可有效降低粉尘污染。
- 上一篇文章:回转支承加工设备的数控改造及数控技术
- 下一篇文章:基于开放式数控系统的几何误差补偿研究