



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控高效放电铣削加工数控技术
4.7 数控高效放电铣工艺技术
数控高效放电铣削工艺技术相当复杂,涉及到高效放电脉冲电源参数、工作液各参数、电极损耗在线检测补偿策略、放电状态的控制、加工轨迹及电极进给量的选取、电极材料及结构、工件的材料和加工面形状等(图6),既与金切机床的数控铣有本质的差别,与其他电加工技术相比又有明显的特殊性。项目结合典型材料复杂型面的加工,进行了大量、细致的试验研究,取得了良好的加工效果。
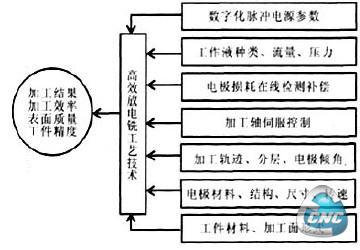
图6 高效放电铣工艺技术研究内容
5 应用情况
图7为某航空发动机制造企业加工的空间形状复杂的环形工件。整个工件若用数控加工中心加工,需要加工时间约50 h,耗费刀具费数万元,而采用数控高效放电铣技术加工,只需30 h,耗费电极费用仅700元。现经济效益特别显著。
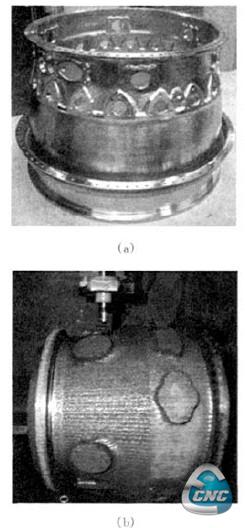
图7空间形状复杂的环形工件加工
6 结束语
本技术针对用户对航空发动机特殊材料的零件三维空间复杂型面高效加工的实际要求,在采用简单超长电极进行高效加工技术方面取得了突破性的进展。
(1)采用超长中李圆电极进行高效放电铣削加工,解决了电极町连续补偿的问题。
(2)以在线检测的电极实际损耗值为依据,采取一定的策略对电极损耗进行在线补偿。解决了数控高效放电铣加工的电极损耗补偿问题。
(3)采用电极内冲液、外包液、工件浸液加工以及电极高速旋转相结合的方法,解决了数控高效放电铣加工的排屑及冷却问题。
(4)针对放电铣削的特点,开发了具有较强的自适应控制功能的高效节能脉冲电源,保证无损伤的高效放电铣加工顺利进行。用数控系统,除了完成多轴联动自适应轨迹伺服控制外,还对电源参数、加工过程、检测参数等各种相关条件做出适时优化处理与控制。
(6)本项目研究成果推广,不仅可明显提高我国电加工行业在高效加工方面的技术水平,促进行业的技术进步,更重要的是能为我国的航空航天军工生产企业提供先进的加工设备,解决特种材料工件复杂形面的高效加工难题。
- 第1页:数控高效放电铣削加工数控技术(1)
- 第2页: 关键技术
- 第3页:数控高效放电铣工艺技术
- 上一篇文章:异形易开盖刻线补涂的数控技术应用
- 下一篇文章:数控技术在大飞机研制生产中的应用