



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控高效放电铣削加工数控技术
4 关键技术
4.1 电极损耗在线检测补偿技术
一般的电火花成形加工电极损耗很小(<1%),但高效放电铣技术直面大能量放电加工电极损牦较大的状况,例如对某飞机发动机叶轮叶片的高效放电加工,铣削加工一个槽的电极长度方向损耗要达到60 mm,这样大的电极损耗如果不进行实时的在线补偿,对于实际的尺寸加工是没有意义的。为此,采用加长的简单管状电极解决电极损耗问题,可补偿并且不需频繁更换电极。同时通过在线检测和实时补偿,解决了电极损耗的补偿问题,使高效放电铣削加工可以达到一定的精度要求。
4.2 防烧弧检测控制技术
由于加工处于大电流和高速状态,加工状态的变化很大,不良脉冲对工件的伤害是致命的,不恰当的处理就会造成工件表面损伤,所以加工状态的实时检测很重要。为此,针对放电加工的特点,研制了放电加工状态适时检测技术和控制策略。能有效地检测每个脉冲的状态(空载、放电及短路),供计算机作为对电源参数和轨迹伺服等作自适应控制的依据。自适应控制分为微观控制和宏观控制。微观控制从每个放电脉冲起始状态为依据,决定每个脉冲能量及脉冲参数的大小;宏观控制则根据较短时间段内放电状态的统计结果,决策总体的放电脉冲参数及伺服进给的速度。采用适应控制措施后(如减小电流和脉宽、增大停歇直至完全切断电流等策略),有效防止了加工中拉弧烧伤工件表面。
4.3 数字化节能高效放电铣脉冲电源
数字化节能高效放电铣脉冲电源结构见图2。高效放电铣脉冲电源除了要求功率大以实现高效加工之外,为了保证高效加工的顺利进行,及被加工零件的表面质量(不烧伤),还必须对加工状况进行快速检测,实施防烧弧自适应控制策略,使加工效率、加工表面质量及电极损耗趋于更合理的协调。
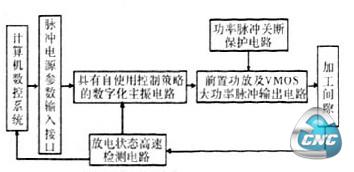
图2数字化节能商效放电铣脉冲电源结构图
该数字化脉冲电源采用超大规模可编程逻辑芯片作为数字化的脉冲主振级,通过数控系统指令选择电源的电流、脉宽、停歇、电流波形组合等参数,实现根据加工状态的检测和控制策略的要求对数字化脉冲电源的适应控制。
电源的功率输出单元由前置放大电路驱动VMOS场效应高速功率开关管,并通过多管、多模块并联实现大功率输出。该功率输出单元由高压、低压二部分输出回路组成,可根据工艺要求实现高低压复合加工。
为了降低加工的能耗,根据高效放电铣的特点,电源主回路的采用45 V的低压(一般电火花加工电源主回路电压在80 V以上),主回路变压器的功率减少了一半,能耗降了60%。
电源的检测单元采用高速器件检测加工间隙的放电状态,并将放电状态信号及时传送至主振电路和计算机,供主振电路产生正确有序的脉冲级适应控制的脉冲波形,计算机则据此及控制策略控制加工速度以及对主振电路作宏观自适应控制。
4.4 专用多轴数控系统
基于高效放电铣加工利用简单圆电极分层加工原理,研发了专用多轴数控系统。它能不仅能满足各轴联动加工要求,而且能根据加工状态和加工工艺要求,对相关各加工轴实施伺服控制,对高效放电电源相关参数、工作液的流量压力、电极转速实施适应控制,并根据电极损耗补偿策略实施对电极损耗在线检测和补偿,同时根据间隙状态反馈信号,控制电极沿数控轨迹作伺服运动。
4.4.1 数控系统硬件
以工业控制计算机为平台,研发相应的硬件接口电路,组成数控硬件系统(图3)。其结构紧凑,抗干扰能力强。
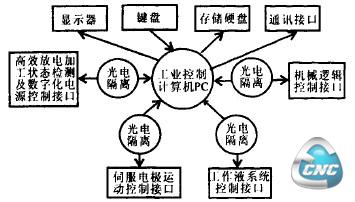
图3系统硬件框架图
4.4.2 数控系统软件
根据系统整体要求按模块化开发设计,这种模块化结构的软件,条理性强,可方便地进行逐块开发调试,扩展功能方便。数控系统软件结构见图4。
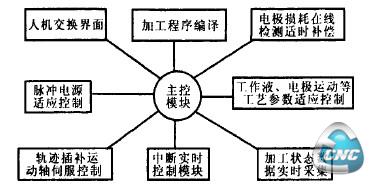
图4数控系统软件结构图
4.5 冲、包、浸相结合的冷却排屑方法
由于放电加工的加工效率高、电流密度大,加工产生的热量很高,电蚀产物很多,如不采取有效的冲液方法降低加工区的温度,及时带走电蚀产物,放电加工将不能顺利进行。采用对加工区实施“冲、包、浸”组合的高效冷却排屑方式,通过电极管内孔向加工区冲射高压工作液,对加工区实施强有力的冷却排屑;通过包裹在电极外的水柱,冲刷工件已加工的侧壁,避免蚀除物在其上沾附;将工件浸泡在工作液中,一是对工件整体实施冷却,二是防止加工中工作液的飞溅。结合电极的高速旋转消弧,排屑效果显著、加工稳定,很好地满足了高效放电铣的工艺要求。
4.6 多轴数控的主机
多轴数控高效放电铣设备是一种全新结构的电加工机床。其主机的整体布局、各部件的结构、工作液系统的设计不仅不同于一般的金属切削机床,与其他的电加工机床也有明显的差异。除了满足电加工机床的基本要求之外,还须满足数控高效放电铣技术的要求。整体布局及结构要科学合理,具有足够的刚性和精度保持性;数控轴的运动惯量要合理分配和匹配,满足数控伺服加工的要求,很好地设计馈电、工作液供给、密封防护等技术,运行可靠,使用安全;具有很好的人机功能、简洁紧凑均衡,有良好的视觉效果。
主机采用牛头式布局,工作台固定,上设A轴及工作液槽,其他轴设置在后部的牛头结构上,这样主要各轴不用带动质量大的工作液槽、工件、A轴运动,将各轴的运动惯量合理分配,提高了主机数控性能。图5是为研制的多轴数控高效放电铣设备。
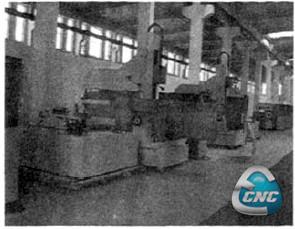
图5 多轴数控高效放电铣设备
- 第1页:数控高效放电铣削加工数控技术(1)
- 第2页: 关键技术
- 第3页:数控高效放电铣工艺技术
- 上一篇文章:异形易开盖刻线补涂的数控技术应用
- 下一篇文章:数控技术在大飞机研制生产中的应用