



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于渐进成形数控技术的方形盒成形工艺
5 影响直壁方形盒成形的工艺参数
5.1 成形半顶角θ
根据体积不变原理,材料变形区厚度t跟板料初始厚度t0及板料成形面与垂直方向夹角0的关系
保证板料变形部分具有一定的厚度,不致于破裂,首先必须知道成形极限半顶角。因此,取不小于此角的角度进行成形,能保证方锥形盒第1次成形成功。通过实验取得了不同材料的成形极限半顶角。例如,厚度1.0 mm的LYl2的成形极限半顶角为21°,此时,板料变形部分厚度为0.36mm。
数控渐进成形工艺难以一次成形直壁方形盒,必须经过多次成形。因此,第1次成形方锥形盒时的半顶角必须大于成形极限半顶角,取θ=45°。
5.2 圆角半径R
直壁方形盒由圆角部分和直边部分组成。由实验得知,直边与圆角部分互相产生影响,影响的大小随着方形盒形状的不同而不同,主要由方形盒圆角半径R与宽度B的比值R/B的大小决定。R/B越小时,直边部分对圆角部分的变形影响越显著。此时,直边部分变形比较均匀,而圆角部分金属产生压缩,并且逐渐地产生金属堆积。随着剐B的增大,圆角部分的金属流动越容易,变形越均匀,并且不产生金属堆积,也不容易破裂。当R/B=0.5时,方形盒就成为圆形盒了,变形最均匀,不产生堆积。
实验观察到,方形盒加工轨迹中,若上下两层轨迹的圆角半径保持不变,则数控成形加工过程中圆角处容易产生金属堆积,随着加工的进行,堆积越来越厉害,以致引起直边部分产生拉裂,无法再加工。如图5所示。
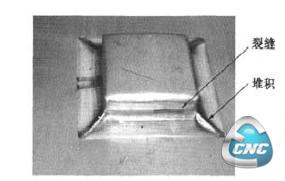
图5轨迹中圆角半径不变时的成形
为了使加工过程中圆角处不产生金属堆积,得到光滑而平整的零件,轨迹设计中采用下一层轨迹的圆角半径比上一层逐渐放大的方法,这样,加大了R/B,改善了变形条件,圆角部分金属不堆积,加工取得了很好的效果。如图6所示。
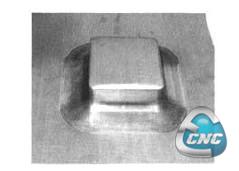
图6轨迹中圆角半径变化时的成形
6 结论
(1)在板料零件数控渐进成形工艺中,由于成形工具球头的半径大大地小于板料面积的尺寸,所以板料每次产生的变形仅仅发生在成形工具球头的周围,成形工具使板料产生变薄拉伸变形,导致板料减薄,表面面积增大,板料靠逐次的变形累积产生整体的变形。
(2)根据正弦定律及变形区应变分析可知,通过板料数控渐进成形方法,一次不能完成直壁方形盒成形,必须经过多次成形。
(3)成形极限半顶角口和圆角半径R是影响直壁方形盒数控渐进成形的主要工艺参数。通过合理的工具路径规划,适当的口角和圆角半径R,用数控渐进成形工艺可以把板料成形为直壁方形盒,避免成形零件发生破裂和圆角部分金属堆积。
(4)用平行直线型工具路径,数控渐进成形工艺可以把方锥形盒成形为壁厚均匀的直壁方形盒。
- 第1页:基于渐进成形数控技术的方形盒成形工艺(1)
- 第2页:直壁方形盒成形工具路径设计
- 第3页:影响直壁方形盒成形的工艺参数
- 上一篇文章:MasterCAM在多轴联动数控技术加工中的应用
- 下一篇文章:基于PLC的动态系统故障诊断与带故障运行方法