



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

大直径渐开线斜齿轮修整数控技术加工
2.1 齿形精度测量与分析
将渐开线斜齿轮按12个齿为一个间隔,依次选取3个齿进行左、右齿面的齿形误差测量,测量方向为从齿根至齿顶。测量结果如图3和图4所示。左齿面齿形测量结果:齿形测量偏差Fα为2.8μm,精度为1级;齿形角度偏差fHα为-2.1μm,精度为2级;齿形形状偏差fHα为2.7μm,精度为2级。右齿面齿形测量结果:齿形测量偏差Fα为3.8μm,精度为2级;齿形角度偏差fHα为-2.7μm,精度为3级;齿形形状偏差ffα为2.3μm,精度为1级。左齿面齿形鼓形量偏差Cα为1.1μm,右齿面齿形鼓形量偏差Cα为0.4μm。
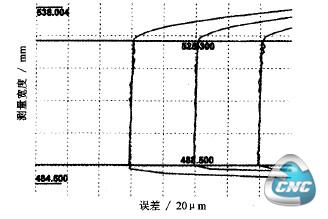
图3左齿轮检测结果
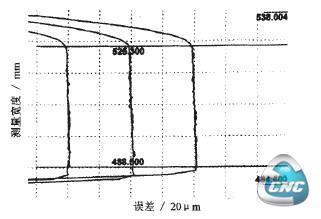
图4右齿面齿形测量结果
2.2 齿向精度测量与分析
齿向精度测量方法与齿形精度测量方法类似,以同样的选齿方法选取3个齿进行左、右齿面的齿向误差测量,测量方向为从上而下,测量结果如图5和图6所示。左齿面齿向测量结果:齿向测量偏差Fβ为3.3μm,齿向角度偏差fHβ为91μm,齿向形状偏差ffβ为2.4μm,三者的精度均为1级。右齿面齿向测量结果:齿向测量偏差凡为2.2μm,齿向角度偏差fHβ为95. 7}rri,齿向形状偏差ffβ为1.8μm,三者精度均为1级。左齿面齿向鼓形量偏差Cβ为6.2μm,右齿面齿向鼓形量偏差Cβ为6.9μm。
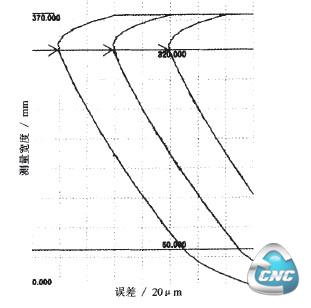
图5左齿面向齿形测量结果
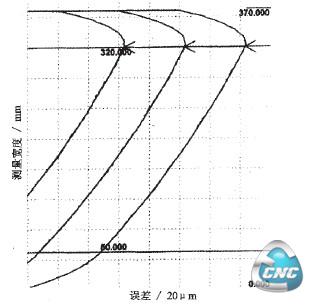
图5右齿面向齿形测量结果
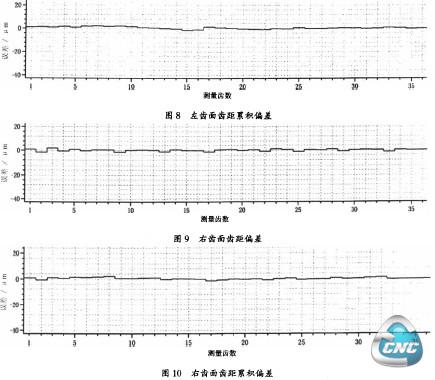
2.3 齿距精度测量与分析
大直径渐开线斜齿轮修整数控技术加工讲解将渐开线斜齿轮按5个齿为一个间隔,依次选取5个齿进行左、右齿面的齿距误差测量。测量结果如图7、图8、图9和图10所示。左齿面齿距测量结果:齿距偏差了fpmax以为2.3μm,齿距累积偏差Fp为3.7μm,最大齿距跳动fumax为2.9μm,三者精度均为1级。右齿面齿距测量结果:齿距偏差fpmax翻为1.9μm,精度为1级;齿距累积偏差Fp为3.4μm,精度为1级;最大齿距跳动fumax为3.5μm,精度为2级。左齿面齿距偏差波动Rp为3.5μm,右齿面齿距偏差波动Rp为3.5μm。
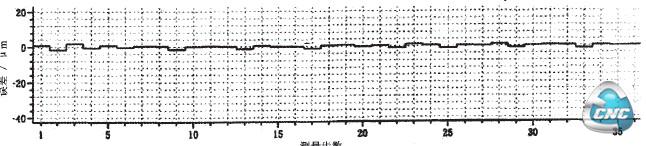
图7左齿面齿距偏差
3 结束语
本文对硬齿面大直径的渐开线斜齿轮数控加工技术进行了研究,并对渐开线斜齿轮的齿形、齿向和齿距精度进行了测量。测量结果表明,采用该数控磨齿技术加工出的渐开线斜齿轮的精度可以达到4级。本文所研究的齿轮磨齿数控加工技术可以为高精度的渐开线斜齿轮数控磨齿加工提供参考和借鉴。
- 第1页:大直径渐开线斜齿轮修整数控技术加工(1)
- 第2页:加工精度测量与分析
- 上一篇文章:变齿厚蜗杆的数控技术的车床加工
- 下一篇文章:加工过程数控——数控技术深层次的发展