

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

用FANUC数控系统实现主轴任意位置的定向功能
通常的数控机床只要一个定向位置就可以满足一般的需要,但是对于一些配置多个刀库或需要多个定向位置的机床来说。传统的定向控制程序远远不能满足控制需要。文章就该问题提出了一个可靠、可行的解决方案。
3 任意角度定向功能的实现
经过进一步的探究发现主轴转速Sxxxx可以被系统以二进制的格式直接读取后存储在主轴速度功能代码信号F22、F23中,如果将F22、F23中的值传递给G78、G79中就可以改变主轴定向的位置。
3.1 主轴定向停止角度的计算
由于G78、G79为“SHA00一SHAll”11位信号代码,这些信号代码用来指定主轴停止的绝对位置(一转内)。停止位置由下面公式确定:
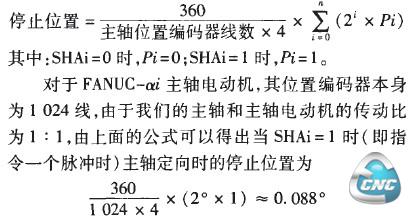
注:该角度的基准为当G78、G79全部为“0”时的角度。由上面的分析可知,主轴速度功能代码信号F22、F23能直接传递给G78、G79信号中,因此Sxxxx可以直接表示主轴定向停止的角度(注:“xxxx”≤4 096)。例如:当指定的定向角度为88。时,在MDI面板上可以用M24 S1000来指定,其中:M24是主轴任意角度定向的M代码,S1000是主轴定向时的主轴停止位置。
3.2 实现任意角度定向的PMC程序和参数设定
任意角度定向的部分PMC程序如图2。主轴任意角度定向的功能设定为参数NO.3702#2=1。
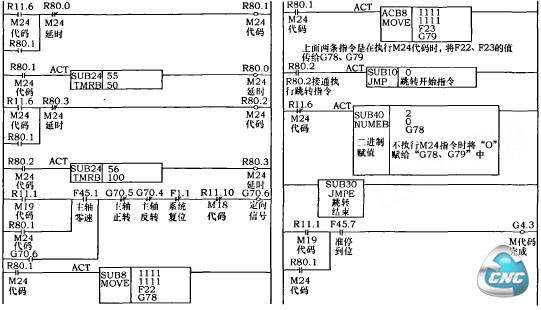
图2任意角度定向的部分PMC程序
4 结语
通过巧妙地运用PMC程序和系统功能,不但解决了用户的加工要求,而且为主轴定向提供了另一种控制方法。该控制方法经过长时间的试运行安全、可靠。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:数控技术领域切削加工的数字化测量技术与分析
- 下一篇文章:FANUC数控系统 制造业坚实奠基石