



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控技术:典型多槽零件的数控车削加工
4 刀具的选用和刀具改进的设想
为了提高车刀的加工寿命和减少刀尖的快速磨损,加工较高硬度的切纸辊时宜选用硬度高、红硬性好、耐磨性好的车刀,如选用硬质合金车刀进行车削,能有效延长车刀寿命和保证工件精度。由于切纸辊有18槽(如图2所示),如果逐槽加工会造成工时长,效益低。若主轴转速和进给速度受到限制时,务毖通过其它方式提高加工速度、减少加工时间来提高工作效率。如果通过改进机床方式来缩短加工时间当然有可能,但改造的成本远远大于原来的加工成本,这种做法是行不通的。传统的车刀只有一头进行车削,如果我们改用双头成形车刀(如图3所示)进行切削,将会大大提高切槽的效率。
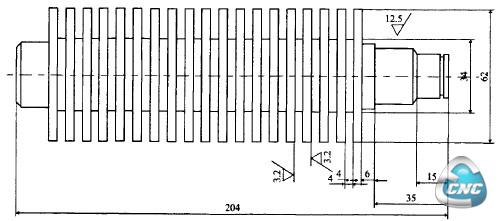
图2十八槽切纸辊
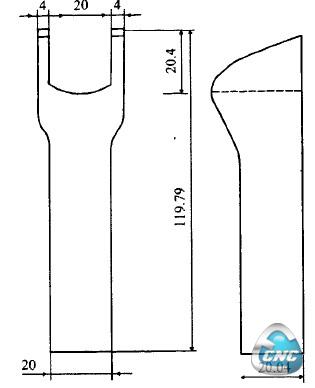
图3双头成形车刀
通过认真仔细地研究了车刀架和车刀的结构,将车刀改制成专用的双头成形车刀。为了保证车刀的尺寸和精度,先进行车刀头的刀片焊接,然后利用线切割技术进行对车刀的成形加工,线切割的尺寸精度可高达正负0.02mm,完全能满足切纸辊的槽距精度。线切割技术加工出来的双头车刀具有足够的刚度、稳定性和粗糙度。用改造成的双头成形车刀进行切削,其加工时间约为原来的1/2,降低了加工成本,这对于中、小型企业来说是较理想的技术革新。专用双头车刀的装夹如图4所示。
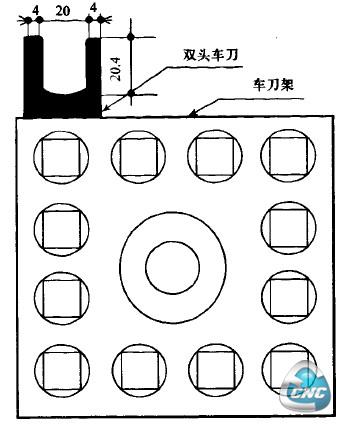
图4双头成形车刀的装夹
5 结论
以上是根据实际工厂生产需要和职业学校特点以及教学条件情况而制定、实施的典型多槽零件数控车削加工的项目训练,总结起来有如下亮点:
1)采用了先进的现代车床和数字控制技术加工多槽典型零件,体现了新设备、新技术、新产品融为一体的特点。
2)能根据不同的加工材料,灵活选用不同加工程序和不同刀具,体现了新材料、新思路、新工艺的特点。
3)可操作性强、方便简单、经济,能为使用者带来更大的经济效益。由于本人接触数控技术加工时间较短,在编制和实施本课题过程中还存在不尽人意的地方,本课题目前基本能满足教学需要,但与企业生产水平还存在较大的距离,特别是在使用先进的测量技术、零件质量控制、机床维护和保养等方面还需进一步的加强。
- 上一篇文章:数控技术:华中数控铣床如何在不保存断点的情况下恢复断点
- 下一篇文章:PLC在工业控制系统中的抗干扰措施