

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

四轴三联动数控技术在模膛加工中的应用
本文研究开发了辊锻模膛四轴三联动数控加工技术。论述了汽车前轴辊锻模膛三维造型的方法及采用UG软件形成数控加工程序的方法,并对前轴辊锻模膛的加工工艺进行了分析采用四轴三联动数控加工技术可解决辊锻模膛结构复杂、材料难加工的难题,提高了汽车前轴辊锻工艺的稳定性。
数控加工模膛型腔由以下几方面完成:
a.程序准备。根据设计图构造三维空间实物模型,造型完成后根据数控机床加工系统要求生成相应的数控程序。
b.工件装夹。由于数控回转工作台直径较大而采用水平放置,因此装夹时辊锻模膛的旋转轴线应与工作台的回转轴线一致。同时,利用立/卧转换头将立式撞铣转换为卧式铿铣。
程序应用。按照程序的设定依次加工。刀具必须在程序指定的对刀位置对刀,以确保加工坐标系与程序坐标系统一。
d.数控加工。通常采用球头铣刀进行加工。程序控制刀具的球心轨迹,刀具在型腔空间走刀,和型面接触的是刀具球面上的某一点,只要型腔空问尺寸大于刀具直径就不会产生过切,如图2所示。
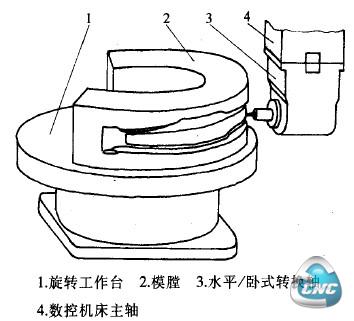
图2前轴辊锻模膛加工示意图
5 结束语
四轴三联动数控技术为大直径圆弧分模面模具制造提供了新的工艺方法,解决了长期以来前轴辊锻模膛加工或修复需要多次修磨才能完成的问
所建立的前轴辊锻模膛数据库可多次反复使用。
采用该新工艺缩短了模具制造周期,工作效率提高2.5倍左右。经现生产使用表明产品质量达到设计要求。
采用普通机床与数控机床协同加工,不但有利于节省人力、物力,实现资源的优化配置,缩短产品交货期,而且更有利于提高加工技术水平和产品质量。
- 第1页:四轴三联动数控技术在模膛加工中的应用(1)
- 第2页:前轴辊锻模膛的加工
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:浅析机电一体化数控技术在煤矿机械中的应用
- 下一篇文章:基于数控技术的车削加工工艺设计(上)