



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控技术在避免激光切割工件烧损上的研究与应用
3 等长度能量输出的参数整定
激光切割机的能量输出的原则是:
在做曲线切割时(同一产品厚度相同)单位长度内输出的能量恒定。
对材质相同,厚度相同的板材,在标准切割速度下的“切割能量”相同。而不同切割速度下的切割能量成比例。
换句话,切割速度与切割能量之比等于常数。
切剖速度越大,切剖能量越大,切割速度越小,切割能量越小。在做曲线切剖时(同一产品厚度相同)单位长度内输出的能量恒定。
对应于不同的板材,在标准切剖速度下的“切割能量”不同。
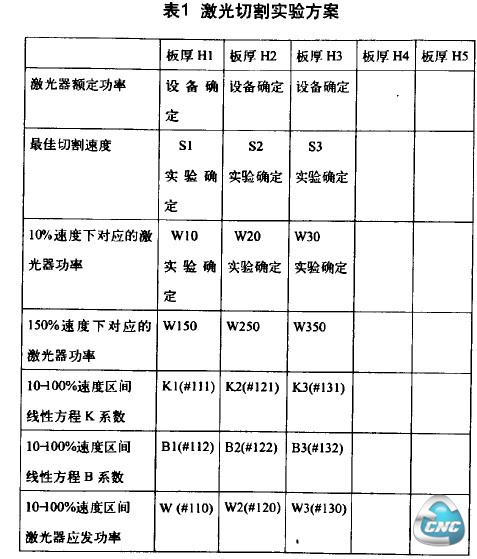
为了单独考察切剖速度与激光功率的关系,获得适当的切剖工艺参数,制定了下列实验方案。
1)根据“激光切剖机”额定功率输出确定激光切剖速度。以此速度作为基本切剖速度;
2)实验确定150%额定速度下的最佳功率值;
3)实验确定10%额定速度下的最佳功率值。
计算“速度一功率”线性方程:
W=K*S+B (1)
W-功率;
K-比例系数:
S-速度值;
B-调整系数。“速度-功率”线性方程,为编制相关PLC程序奠定了基础。
4 柔性化的加工程序
为了使加工程序柔性化,即“同一加工程序可用于不同材质不同板厚的零件加工”,使用了宏程序来选择预先设置的加工参数,这些加工参数用公共变量设置。如表1中的#111-#130。
实现柔性化的加工程序的方法
PLC程序和宏程序之间的信息交流如下:
1)由PLC程序选择不同材质板厚的加工对象;
2)由宏程序选择不同的加工参数组:
3)由PLC程序计算“速度一功率”线性方程,计算应该输出的功率。最后输出模拟信号数据。
4.1 由PLC程序选择不同的材质板厚
不同材质,不同板厚下的“速度~功率”线性方程通过实验求得,这样可以在公共变量(#100-#200)中预先设置每一组加工对象的K系数,B系数,如表1所示。
在M70数控系统的显示屏上通过设置样18001参数,选择不同材质,不同板厚。同时在PLC程序中进行处理,PLC程序将选择结果通知“宏程序P9100”,如图5所示。
4.2 由宏程序选择不同的加工参数组
宏程序P9100用于选择不同的加工参数组,根据选择的加工对象不同,而选择预先设定的加工参数组。宏程序将不同的变量通知给PLC程序。如图4所示:
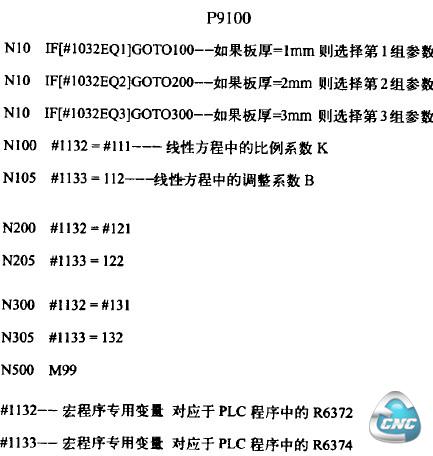
图4用于选择不同加工参数组的宏程序
4.3 由PLC程序计算“速度一功率”线性方程
最后输出模拟信号数据在图5所示的PLC程序中,计算出不同速度下应该输出的“功率”数据,该数据输入到模拟输出接口R200,从而实现对激光功率的控制。
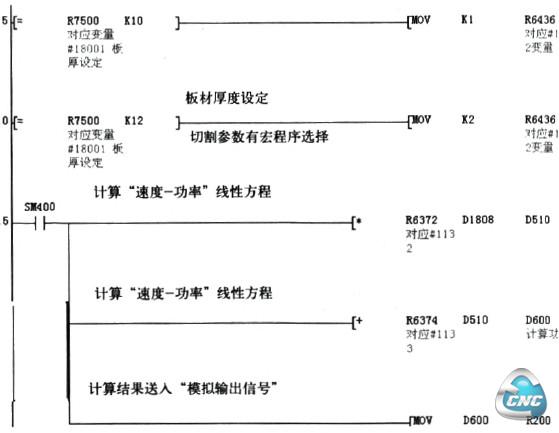
图5用于计算激光输出功率的PLC程序
4.4 其他注意事项
最小能量输出:为了保证切割完成,必须有最小能量输出。在转角处切割速度最小为零,如果能量输出为零,则不能实施切割,所以即使在切割速度瞬问为零时,也必须保证有能量输出。最大能量输出:为了避免过烧,必须限制最大能量输出。
5 结论
通过开发M70数控系统的“工作数据读取功能”,结合PLC程序的开发,使M70数控系统能够随时获得运行速度器。数据,从而实现了根据速度变化对激光功率的控制。这一技术对数控系统在激光切割机上的应用具有极大意义。
- 上一篇文章:浅析机电一体化数控技术在煤矿机械中的应用
- 下一篇文章:基于数控技术的车削加工工艺设计(上)