



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

FANUC-0i数控系统与笔记本电脑之间的串行通讯
3 数据通讯实现
3.1 WinPCIN通讯软件的设置
启动笔记本电脑,由于电脑无法识别USB-RS232C转接电缆,会提示发现新的硬件,此时按提示安装USB.RS232C转接电缆驱动。在安装驱动后串口号会超出COM1-4,但这并不会影响程序传输。本文接受默认串口号COM5。
尽管各种通讯软件的操作方式、界面不尽相同,但其串行通讯格式必须与数控机床的设置相一致。串行通讯需要设置的参数主要有:传输速率(110~19200bps);数据位(6/7/8);停止位(1/1.5/2);奇偶检验方式(even/odd/none);握手协议或流控制(硬件/软件);传送文件格式(ASC II/EIA/BIN)。
WinPCIN软件是西门子公司数控系统通讯软件,用于实现Pc与数控机床之间的数据文件的传输。运行软件后,单击RS232配置按钮进入设置界面。根据PC实际使用的通讯端口选择设置串口(选COM5)、波特率设置(设定为9600)、奇偶检验设置(选EVEN)、停止位设置(选2位)、传送数据位数设置(选7位)。本方案采用通讯电缆的三线接法,所以握手设置选择为Software(XON/XOFF)。WinPCIN设置界面如图3所示。
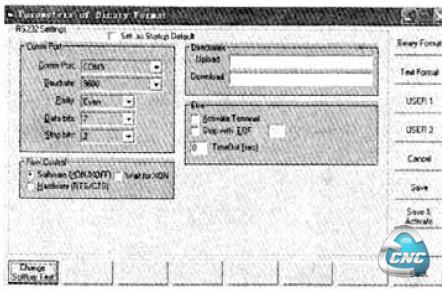
图3 WinPCIN设置界面
3.2 FANUC旬i数控系统的设置
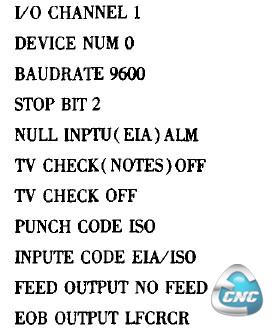
数控系统的设置应与WinPCIN设置相一致。启动机床后,确保机床已处于正常工作状态,CNC无任何报警,依次选择<SYSTEM>、[ALLI/O]、[SYSTEM],出现数控系统设置菜单,参数设置如下:
3.3 数控加工程序的传输
WinPCIN和数控系统按照上面的方法设置完后,才能进行通讯。通讯时遵循谁接收谁等待的原则,接收数据端先进入等待状态。
3.3.1 数控加T程序由PC到CNC的传输
数控系统选择EDIT模式,控制面板上的钥匙开关置于“0”状态,依次选择<PROG>、[OPRT]、[READ]、[EXEC]键,显示屏上出现闪烁的“LSK”,在PC端WinPCIN软件主界面点击“Sent Data”按钮,选择程序存储路径和名字后,加工程序由PC传送到数控系统,同时CNC显示由“LSK”变为“INPUT”。
3.3.2 数控加rT程序由CNC到PC的传输
在PC端WinPCIN软件主界面点击“ReceiveData”按钮,确定程序存储路径和文件名,PC此时处于等待状态。在CNC端选择要下传的程序,然后依次按[OPRT]、[PUNCH]、[EXEC]键,加工程序由CNC端传送到PC。
3.3.3 DNC加工
CAM软件生成的加工程序容量大于数控系统存储器的容量时,就不能采用上面的加工程序传输方法,此时可以采用边传输边加工的方式,加工程序存在PC机中,数控系统读一段程序,加工一段,这样就解决了加工时CNC存储容量不足的问题。
参数设置和程序传输一样。确认程序无误,刀具及刀具参数无误、工件及工件坐标正确和PC机与系统两端通讯协议相同后,将“进给倍率”拨到零位置,置FANUCDi数控系统于DNC模式,按“程序启动”按钮,显示屏上出现闪烁的“LSK”,在PC端WinPCIN软件主界面点击“SentData”按钮,选择程序存储路径和名字后,加工程序由PC传送到数控系统,同时CNC显示屏上“LSK”消失,数控机床开始进行在线DNC加工。
4 结语
本文采用USB-RS232转接线和传输电缆实现了笔记本电脑和FANUC-Oi数控系统之间的串行通讯,可以上传、下传程序,实现了在线DNC加工,从而缩短加工辅助时间,提高了数控机床利用率。
- 上一篇文章:SIEMENS 840D五轴联动加工中心的改造
- 下一篇文章:PLC在FANUC系统中的应用实例