



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC在一维力解耦砂带磨削机床中的应用
2)PLC与机器人的通讯:考虑到有些机器人控制器没有串口,我们设计了两种通讯方式,一种为串口通讯,另一种为I/O通信。当机器人控制器上有RS232串口时,用RS232转RS485转接器连接PLC上的PortO,利用PLC自由口通信协议,通过户程序进行通信协议配置以满足通信双方的要求。PLC端协议内容由SMB30,SMB87,SMB88,SMB99等特殊寄存器来设定。其中,SMB30设定了通讯方式,校验方式,每帧字符长度以及传输的波特率。I/O通讯方式,用十芯的屏蔽电缆作信号线,连接机器入的I/O和PLC的O/I,双方通过各自的输出端口给对方发出信息;通过各自的输入端口读取对方发出信息。为了提高抗干扰性,保证可靠性运行,我们在软件上采用延时验证的方法。该系统采用了串口通讯方式完成PLC与机器人的通讯。
3)砂带线速度的控制:由于在磨削时,需要不同的磨削速度,因此要求电机转速无级可调。采用PLC的D/A模块和变频器来满足这个要求。PLC的启停通过I/O口控制,D/A模块输出的电压连接到变频器的模拟输入上,控制变频电机的转速。PLC的D/A模块输出的电压范围为0~10V,砂带驱动变频电机的最高转速为2800RPM,通过线性变换得到他们之间的关系。根据磨削工艺的要求确定砂带线速度的大小,通过人机界面(HMI)TD400C键盘输入给S7—226PLC,实现砂带线速度的控制。
4)磨削力的控制:根据磨削工艺的要求确定磨削力的大小。通过人机界面(HMI)TD400C键盘输入给S7—226PLC,PLC经过一定运算得到的气缸活塞杆输出推力的数字量,经过D/A模块转换为一个O~10V的模拟量,控制比例阀输出的压力,以此来使低摩擦气缸输出一定的气缸推力推动砂带磨削机床浮动部分,实现磨削力的控制。
3 力解耦砂带磨削机床控制系统软件设计
力解耦砂带磨削机床控制系统的软件设计包括PLC软件设计和人机界面(HMI)软件设计。
3.1 PLC软件设计
PLC软件主程序结构流程图,如图4所示。程序采用梯形图编制,编程软件利用西门子公司开发的专用编程和配置软件STEP7-Micro/WIN,该软件使用梯形图或语句表达形式进行离线编程,并且在运行程序时,还可以通过在线监测功能来监视各个变量,这样就给调试带来了极大的方便。根据机器人控制器的指令,PLC可启动力解耦砂带磨削机床的砂带的磨削运动和力控制。PLC还可以根据机器人控制器的指令,在线改变力解藕砂带磨削机床砂带的线速度和磨削力的给定值。
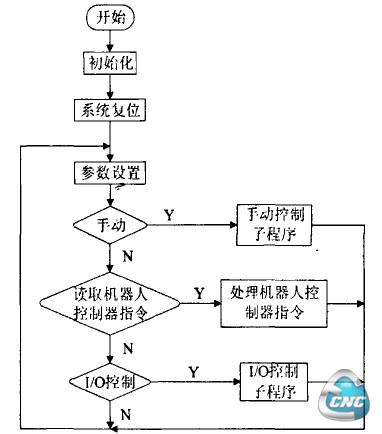
图4 PLC软件主程序结构流程图
3.2 人机界面(HMI)软件设计
根据力解祸砂带磨削机床控制和操作要求,设计了主界面、参数设置界面、信号监控界面、参数显示界面等。
4 结论
本文详细讨论了基于S7-200系列PLC的一维力解耦砂带磨削机床控制原理、控制系统的硬件组成和软件设计。该一维力解耦砂带磨削机床较精确控制水平方向磨削力的大小,与机器人有机的结合完成了航空叶片的修形磨削加工。该机器人修形磨削加工系统在某公司用于叶片修形磨削加工运行了2年多。实践证明,该系统操作方便,运行稳定可靠,抗干扰能力强。
- 上一篇文章:基于PLC打包机控制系统的设计
- 下一篇文章:数控系统人机界面开发方法研究