



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

柔性车削中心系统中独立型PLC模块的研究设计及应用
3 上下位机通信软件模块设计
上下位机(即PC机和PLC)采用RS485通讯方式。RS485接口是异步串行半双工传输接口。默认通讯协议方式采用ASCII方式。数据格式为:1位起始位,7位数据位,1位停止位。波特率为115200bps。
3.1 通讯协议格式
传输设备将消息转为有起点和终点的帧,这就允许接收的设备在消息起始处开始工作,读地址分配信息,判断哪一个设备被选中,判知何时信息已完成。错误消息也能侦测到并能返回结果。消息发送至少要以10ms时间的停顿间隔开始。传输的第一个域是设备地址。网络设备不断侦测网络总线,包括停顿间隔时间内。当第一个域(地址域)接收到,每个设备都进行解码以判断是否发往自己的。在最后一个传输字符之后,一个至少10ms时间的停顿标定了消息的结束。一个新的消息可在此停顿后开始。整个消息帧必须作为一连续的流转输。如果在帧完成之前有超过5ms时间的停顿时间,接收设备将刷新不完整的消息并假定下一字节是一个新消息的地址域。同样地,如果一个新消息在小于5ms的时间内接着前个消息开始,接收的设备将认为它是前一消息的延续。这将导致一个错误,因为在最后的校验域的值不可能是正确的。一典型的消息帧如图4,其包括:起始、设备地址、功能代码、数据数量及数据、校验和结束。
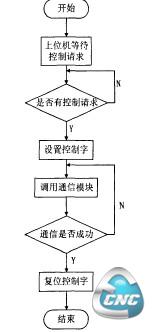
图3上位机程序流程图

图4通讯协议格式
3.2 LRC校验码
对于消息发送端,LRC的计算方法是将要发送消息中“从机地址”到“运行数据”没有转换成ASCII码的全部字节连续累加,结果丢弃进位,得到的8位字节按位取反,后再加1(转换为补码),最后转换成ASCII码,放入校验区,高字节在前,低字节在后。对于消息接收端,采取同样的LRC方法计算接收到消息的校验和,与实际接收到的校验和进行比较,如果相等,则接收消息正确。如果不相等,则接收消息错误。如果校验错误,则丢弃该消息帧,并不作任何回应,继续接收下一帧数据。
4 结束语
独立型PLC实现柔性车削中心主轴调速、主轴准停、速度实时监控,上下料机构中两个步进电机位置和速度控制,双刀架控制,主轴速度监控以及主轴和步进电机当前位置监控。而且独立型PLC模块充分利用工业应用现场成熟的PLC硬件资源,减少了硬件开发的周期,采用自由口通讯协议,开发简单,增强了系统集成开发的软硬件的稳定性和系统软件的健壮性。独立型PLC模块应用于STAR-08T柔性车削中心,如图5所示。该设备是全功能带自动上下料机构两工位双主轴双刀架四工序盘类零件机械加工数控装备。加工的盘类零件如图6所示,一个工位加工零件的外径和上面沟槽,另一个工位加工零件的内径和下面沟槽。STAR-08T柔性车削中心自动上下料,采用参数化编程,替代传统的G代码编程,大大降低工人的劳动强度,提供了加工效率。

图5 柔性车削中心STAR-08T
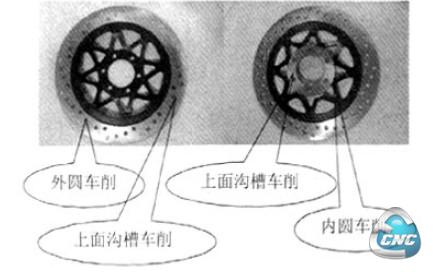
图6盘类零件车削
- 上一篇文章:基于PLC打包机控制系统的设计
- 下一篇文章:数控系统人机界面开发方法研究