



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于FANUC 3li的精密卧式加工中心伺服系统优化技术
2.5 同步自动补偿功能
THM46100的X轴采用了双轴驱动模式,当X轴运行位移较大时,由于光栅尺绝对精度和安装精度的影响以及机床热变形的影响,主动轴和从动轴之间会产生机械性的扭力和扭转变形,从而影响到轴向的位置控制精度。虽然可以通过螺距误差补偿在一定程度上缓解该种变形,但是对于热变形却并不能消除。因此通过系统的同步补偿功能,对主动轴和从动轴的扭矩进行实时监测,并将两者的扭矩偏差量施加给从动轴,从而使得主、从轴之间的扭矩误差得到抑制,以提高其位置控制精度,其控制框图如图6所示。
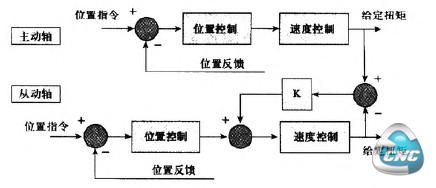
图6同步补偿功能控制框图
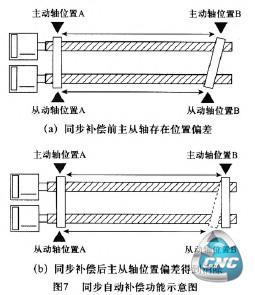
通过调节参数N02403-同步自动补偿系数、N02404-同步自动补偿最大值、N02405-同步自动补偿过滤器系数,实现双轴驱动的同步自动补偿功能。从图7中可以看出,当不实施同步补偿时,主、从轴之间存在着位置偏差,当进行补偿后主从轴之间的位置偏差得到消除。
3 伺服参数调试实验论证
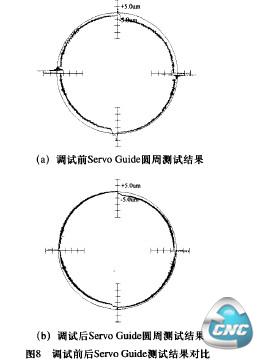
按照上述方法,我们对THM46100精密卧式加工中心伺服参数进行了调整,通过FANUC3li的伺服调试工具Servo Guide对伺服调试前后机床的状态进行圆周测试,并进一步通过球杆仪测试调试前后机床的精度状况。对机床的X、Y轴进行圆周测试,如图8所示,为调试前后ServoGuide的圆周测试结果对比。从中可以看出,调试后Y轴的过象限误差得到了较大程度的消除,X轴的过现限误差也得到了较大程度的降低,但并未完全消除。调试前后分别采用球杆仪对其圆运动误差进行了测试,测试结果分别如图9和图10所示,调试后机床的圆度误差得到了较大程度的抑制,但X轴的过象限误差仍较为明显,与ServoGuide测试结果较为相符。
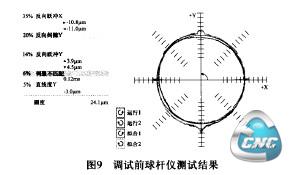
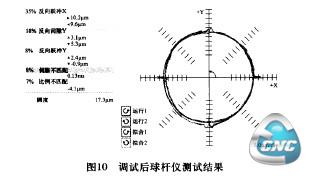
造成调试后X轴仍存在较为明显的过象限误差的原因,一方面是由于同步补偿功能设置的不合理,另一方面是由于x轴的主动轴和从动轴安装过程中的安装误差所引起的,其机械方面的因素较为突出。因此需要对X轴进行检测,进一步确定原因。
4 结论
本文基于FANUC3li从伺服驱动系统的PI参数调节和部分补偿功能两方面,研究了的精密卧式加工中心伺服系统优化方法,旨在提高THM46100精密卧式加工中心的动态响应性能及加工精度。实验证明,对THM46100精密卧式加工中心进行调试后其精度及性能有了较大程度的提高。由于FANUC31i系统具有较为全面且复杂的控制功能,要充分发挥其功能并进一步提高采用其的数控机床的性能,还需要对其他功能进行深入研究和探索。
- 第1页:基于FANUC 3li的精密卧式加工中心伺服系统优化技术(1)
- 第2页:反冲加速功能
- 第3页:同步自动补偿功能
- 上一篇文章:数控一代关键技术之数控系统
- 下一篇文章:基于现场总线的加工中心用六轴数控系统