



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于FANUC 3li的精密卧式加工中心伺服系统优化技术
在对电流环调试过程中,在机床不发生振动的前提下,令积分增益先失效而逐渐提高比例增益N02041,直至电机发生微弱的啸叫,然后再通过积分增益系数N02040的调节以消除系统的稳态误差。通过电流环PI参数的整定,可以提高系统的快速响应性并抑制内部干扰,使得系统在保证其稳定性的同时有较大的扭矩。
速度环调试方法类似于电流环PI参数的整定过程,在保证系统稳定性的前提下,通过增益的提高获得较高的伺服刚度,同时施加积分环节消除稳态误差。速度环良好的性能增强了系统抗负载扰动的能力,并且抑制了速度较大幅度的波动。通过位置环增益的调节可以实现系统更加精确的位置控制,减小位置偏差量,但同时可能会造成系统振荡,需要根据实际情况酌情确定,其余位置偏差的关系可用下式表示:
位置偏差量(e)=进给速度(v)//位置环路增益(KP)
2.2 反冲加速功能
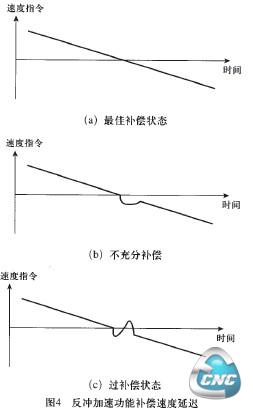
机床在其反向过程中,由于导轨和滑块接触部件之间摩擦的影响以及丝杠螺母传动间隙,造成电机反转的延时,从而引起较大的轮廓误差,使得机床在进行圆周运动的情况下,会造成圆弧切削时的过象限突起误差。为减少此项误差,FANUC3li提供了反向加速功能。通过数控系统的反向加速功能,在机床反向处施加一定补偿量以增大瞬时扭矩,从而消除摩擦的影响。
FANUC3li提供了N01851一反冲补偿值、N02048--反冲加速量、N02071一反冲加速补偿有效时间等反向加速参数,通过合理调节系统这些参数,可以实现机床在反向时的瞬间加速。当其补偿值设置的较为合理时,机床运动部件的实际速度将会准确跟随给定速度如图4(a)所示;若补偿值设置较小,系统得不到充分补偿,其反冲加速不甚明显如图4(b)所示;若补偿值设置过大,又会造成过补偿,引起过切现象,如图4(C)所示。
2.3 静摩擦补偿功能
当机床沿同一方向从停止状态开始启动时,由于静摩擦的作用,造成速度增加延迟。针对此,可通过摩擦补偿功能,如图5所示,在机床再次启动时,施加补偿、偿数据于速度环中,由此消除速度停滞现象。静摩擦补偿需要调节的参数有N02005#7-静摩擦补偿功能有效、N02071-静摩擦补偿功能有效时间、N02073-静摩擦补偿值(停止到开始运动时的速度偏置值)和N02073-停止状态判断参数(确定机床是否进入停止状态)。
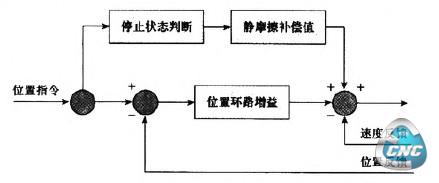
图5 静摩擦补偿功能5
精磨擦补偿功能类似于反冲加速功能,其区别在于反冲加速功能针对于机床反向运动过程中速度的延时现象,而静摩擦补偿功能针对于机床在同一方向上由停止状态进入运动状态的工况下,其不同的功能适用于不同的环境下,调试过程中应严格区分。
2.4 切削,快速移动速度环路增益切换功能
为了提高工件的加工精度,高的系统增益有利于减小位置偏差量,但是在高速情况下机床的运行状态区别于低速状态。当机床在低进给速度工况下可以稳定地切削工件,但在高速运动过程中,由于系统的运行速度较高,可能会引起高速下的振荡和不稳定。为了减小系统的振荡使其趋于稳定,可以降低环路增益。因此,需要机床在低速切削状态和高速快移状态下,实现速度环路增益的自动切换。
可通过调整参数N02202-切削/快移速度环路增益切换功能生效、N0202l-切削时速度环路增益(负载惯量比)、N02107-增益切换倍率,实现系统在切削过程和快速移动过程中速度环路增益的切换,以最大程度地抑制负载波动。
- 第1页:基于FANUC 3li的精密卧式加工中心伺服系统优化技术(1)
- 第2页:反冲加速功能
- 第3页:同步自动补偿功能
- 上一篇文章:数控一代关键技术之数控系统
- 下一篇文章:基于现场总线的加工中心用六轴数控系统