

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于MAHO-800E加工中心自动测量探头的编程使用方法
本文介绍了MAHO--800E加工中心随机附件HEIDENHAIN触发式测头的编程使用方法及其在机检测功能的实现。
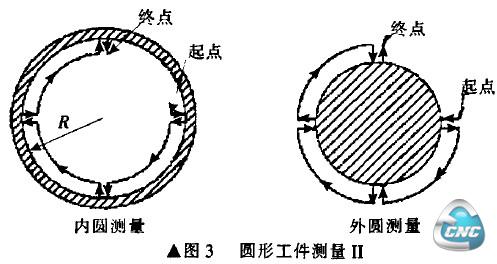
实例:测定半径为10mm的内圆圆心坐标值及其圆半径。
G46 X30 Y30 I+1 J+l Xl=5 R10 F100 N=59 E=24
这一程序段执行如下:测头首先快速进给到预先设定的测量距离X1=5,然后以设定的速率F100沿着X轴正方向进给,测头响应后,存储已测得的位置且测头返回到起始位置。然后在圆上的其他三个测量位置顺时针运动方向每隔90° 的距离上测得。如图3所示。4个点测量完后,CNC计算圆心的坐标及圆的半径,圆心坐标存储在[59,圆弧半径存入24号E参数。
4 在机检测功能的实现
随着制造业的发展。生产模式从原来的大批量和单一品种逐渐转变成中小批量和多品种.及其是对于那些形状复杂、工艺要求较高、材料昂贵零件的加工。一旦卸下零件检验零件不合格.重复装夹误差将难以保证零件的尺寸和精度。因此在机检测是一种十分有效的手段。保证从机床上卸下的零件即是合格品,显著提高了工件的制造质量。避免废品的产生。
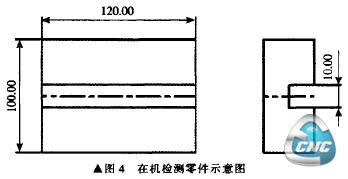
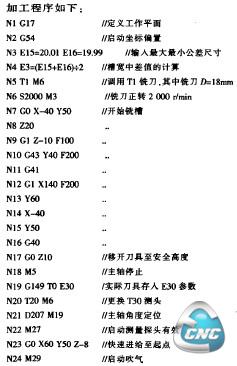
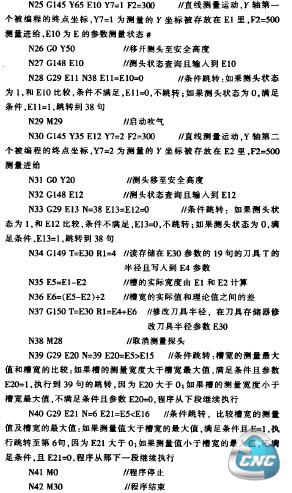
实例:铣如图4所示的槽,并用测头在机检测槽的宽度是否在20±0.0mm公差范围之内。
5 结束语
阐述了MAHO-80E加工中心HEIDENHAIN触发式测头的几种编程使用方法,提高了生产效率,减轻了劳动强度,缩短了机床生产的辅助时间;同时在机检测功能利用加工中心的高精度行走机构,使得加工中心既是加工设备。又兼具坐标测量机的测量功能。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:发格8070数控系统在多主轴平面钻床上的应用
- 下一篇文章:CNC机床伺服系统中模糊自整定PID控制研究