



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴车铣复合加工中心加工偏心曲拐类零件的编程
2.2 本文编程方法
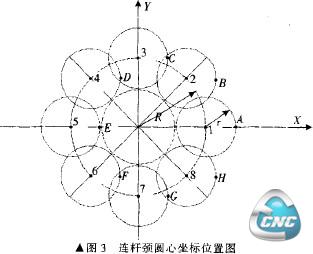
图3中,设连杆的偏心距为R,连杆颈的半径为r,1、2、3、4、5、6、7、8点为连杆颈每转45° 一个分度点的中心.连杆颈在以上8个位置点的圆心坐标如下:

以上只是具有代表性的8个加工点的演算实例,在程序中是以可设定的参数进行运算的。采用本文方法所编程序(以西门子840D操作系统为例)如下:
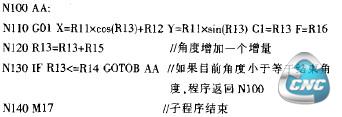
当月13=0、R14=360时。曲轴旋转360°完成一个回转的切削。对于加工圆度、表面粗糙度要求较高的加工,C轴的角度增量(R15)可以设置为0.1°(或更小)进行计算加工。
在加工偏心类的非整圆或多圆相接(相切)的零件时,只需对R13和R14两个参数分别设定各圆弧相对于工件角度基准的起始点角和终点角,即可完成程序的编制。
3 结论
使用CAM产生的刀路长度是传统加工的上百倍,对于单件零件来说,一般编程时阉远大于加工时问.编程的效率已成为影响总体效率的关键因素之一,同时要求操作者在CAD与CAM两个方面都要有深厚的背景与经验,才能很好地完成工作,增如了学习掌握与使用的难度。
本编程方法所做的主要程序可作为一个子程序单独使用,相对于CAM具有一定的通用性,在加工不同的曲面时只需在主程序中对偏心曲面的偏心距、曲面半径、起始角度、结束角度、角度增量等参数进行赋值.就可以完成不同偏心距、不同半径曲面的加工。比CAM后处理软件所编制的只能针对偏心距和曲面半径等参数不变偏心类圆弧进行加工的程序具有更灵活、更便捷、通用性强的优点。对于程序校验而言。校验本方法的程序同校验CAM生成程序相比节省了大量的校验时间,减轻了工作强度。提高了校验准确性。
通过两年的加工应用,使用此方法对加工后的曲轴进行加工验证。准确可靠,操作楚单;在加工偏心距为97.5mm,连杆直径为128mm的曲轴工件时,偏心距误差小于0.05mm,圆度误差小于0.04mm,加工精度完全满足图纸所要求的几何精度。
- 第1页:五轴车铣复合加工中心加工偏心曲拐类零件的编程(1)
- 第2页:本文编程方法
- 上一篇文章:FMS系统中上料机械手的PLC控制
- 下一篇文章:数控车间DNC与MES集成技术研究与系统开发