



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC和变频调速在挤压机升锭装置中的应用
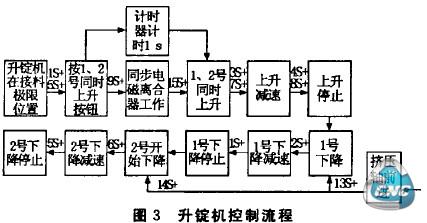
3.2 升锭机控制流程图
升锭机控制流程图如图3所示。
3.3 升锭机工作过程
系统对升锭机构的要求是:当升锭机处于接料位置时,按1号、2号同时上升按钮,同步电磁离合器带电,其感应开关接通(15S),并经1S延时后,1号、2号制动器带电同时松开,1号、2号升锭机从接料位置(这时1S、5S接通)把加热好的锭坯送往挤压中心线,接近挤压中心线时,升锭机上减速开关(3S、7S)接通,上升减速,到挤压中心线时,1号、2号升锭机上极限感应开关(4S、8S)接通,升锭机上升停止,同步电磁离合器失电,其感应开关(15S)断开,1号、2号制动器失电并制动。在挤压机工作时,当挤压轴前进,行程开关(13S)接通,1号制动器带电松开,1号升锭机开始下降,接近下极限时,1号升锭机下减速感应开关(2S)接通,1号升锭机减速,到下极限时,1号升锭机下极限感应开关(1S)接通,1号升锭机下降停止,l号制动器失电制动。当挤压轴继续前进,行程开关(14S)接通,2号制动器带电松开,2号升锭机开始下降,接近下极限时,2号升锭机下减速感应开关(6S)接通,2号升锭机减速,到下极限时,2号升锭机下极限感应开关(5S)接通,2号升锭机下降停止,2号制动器失电制动,挤压轴继续前进,完成其工作周期。
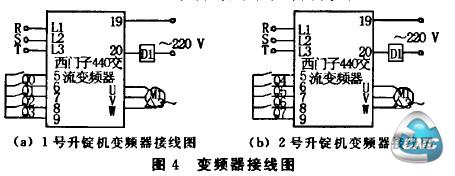
4 变频器接线图
变频器为西门子MM440,其接线图见图4。其中变频器19号、20号引脚用于控制制动器D1、D2。
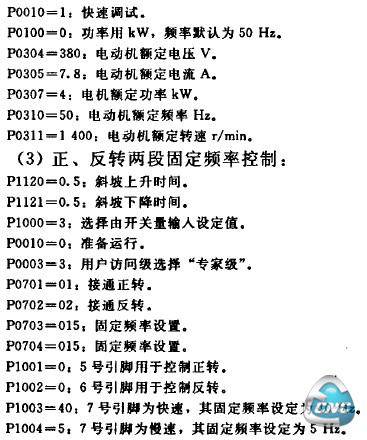
5 变频器参数设置
两个变频器的参数设置是一样的,具体如下:
(1)将变频器复位为工厂的缺省设定值:
P0010=30,
P0970=1。
把P0010设置为30,P0970设置为1的作用是:在初次设置变频器参数时或变频器参数设置混乱时,清理掉那些不合理、不必要的参数,使其恢复为出厂状态,使变频器各项参数的设置合理,确保运行安全。
(2)设置电参数:
6 结束语
为了解决16MN升锭机存在的不足,将升锭机的机构简化后,用可编程控制器和变频调速技术来完善其功能,该改造方案经实施并通过一年的运行,证明了它是合理的,主机在运行过程中没有因为升锭机的故障而影响其效能。
该方案在调试过程中也充分体现了可编程控制器和变频调速技术的优点:①可靠性高,抗干扰能力强;②控制程序可变,具有很好的柔性;③编程简单,使用方便;④对于速度和加减速的控制十分方便;⑤减少了控制系统设计施工的工作量。
- 第1页:PLC和变频调速在挤压机升锭装置中的应用(1)
- 第2页:升锭机控制流程图
- 上一篇文章:基于Powermill的五轴加工中心后处理模块
- 下一篇文章:开放式数控系统在六轴义齿雕刻机上的应用