



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Powermill的五轴加工中心后处理模块
(9)初始化。初始化表中的参数用于指定启动后处理时使用的一些参数值,如冷却方式、刀补等。
(10)定制程序指令。指令的生成方法有两种:①生成CLDATA中相关联的标示语;②按照一定的条件由后处理器生成。
Commands下的下列指令应激活:启动程序、装夹第一把刀具、换刀、快速移动,线性移动;XY平面、YZ平面或XZ平面圆弧运动等。若在CLDATA中指定的一个或多个指令没有激活,则PM—post在进行完整性检验时将产生“D0077”警告。
启动程序指令的主要功能是后处理器的初始化。需设定的主要参数包括特殊标识符、程序中仅需一次定义的参数、其他附加选项(如乎面选择、安全高度、刀补等卜添抑刀具列表等,如图6所示
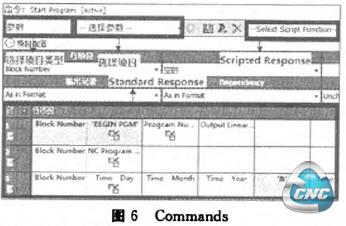
具体设置只需在默认模板中设定毛坯大小(BLKFORM)的行后添加“L M129 M127”、“LBL 170”、“CYCL DEF 247 DATUM SETTING⋯”、“CYCLDEF 7.0 DATUM SHlFT”、“CYCL DEF 7.1 X+0”、“CYCL DEF 7.2 Y+0”、“CYCL DEF 7.3 Z+0”、“CYCL DEF 19.0 WORKING PLANE”、“CYCLDEFl9.1 B+O C+0”。
点击Load First Tool的典型参数有刀具类型、直径等。多数情况下,需先将。项目类型”栏设定为“参数”选项,而后添加相对应的参数指令即可,参数值则由与之相关联的CLDATA标示语自动设定。
Change Tool,表示当PM—post运行到一个相关联的CL指令时,此命令将被激活,其对话框结构与“加载第一把刀具”相似。需在此模板中添加“TOOLCALL”、“Tool Number”、“Z”等。
进入设定刀具轨迹的运动关系。FirstMove after Tool Change命令用来设置程序的首次刀具移动参数。Move Linear指令设置直线加工运动的参数.典型参效有运动模式、刀补等。Move Rapid设置快速抬刀的移动速度参数,它与对应轴相关,B和C均需插人到Rapid侠进和Linear直线程序殷中,即添加“Machine B”和。Machine c”使之格式为“L X+0.0Y十0.0 Z+0.0B+0.0 C+0.0 F”。
进入激活“Set Multi—Axis On”,添加“L M128;ACTIVATE RTCP”;激活“Set Muhi—Ax—is off”,添加“L M129;DEACTIVATE RTCP”;激活“Workplane Setting”,添加以下内容“cALL LBL170”“CYCL DEF 7.0 DATUM SHIFT"‘‘CYCL DEF7.1 IX+0”“CYCL DEF 7.2 IY+0”“CYCL DEF 7.3IZ+0”“CYCL DEF 19.0 WORKING PLANE”“CYCL DEF 19.1 A+0 B+0 C+0”“L B+Q121 C+Q122 R0 FMAX M126”。
结束程序指令的功能是设定程序结束前的机床动作,包括z轴抬到安全高度、B轴和c轴回原点等。将定制的后处理模块保存为DMU40.pmopt文件,并退出系统。
2 加工实例
图7为某企业委托加工的碗模型,其外表面为回转曲面,上面有龙风、双喜等图案,需五轴加工。用Powermill编程生成刀具路径后,使用前述定制的“DMU40.pmopt”文件进行后处理,输出适合DMU40机床的数控代码,并完成加工.其花纹图案的形状、精度及表面粗糙度均达到了设计要求。
3 结束语
利用Powermill的PM—post定制机床的后处理模块,可直接导出PM—post自带的机床基本后处理文件,并进行机床结构、运动形式和指令参数的配置,此法简单、易行,可节省购置专用后处理模块的费用。本文开发的后处理模块能实现多轴联动和定轴加工,已在DMU40机床上完成了复杂图案的雕刻加工,由于五轴加工程序的编制较为复杂,建议多轴加工时仍需进行仿真验证。

- 第1页:基于Powermill的五轴加工中心后处理模块(1)
- 第2页:定制程序指令
- 上一篇文章:基于伺服电机和PLC的工作台运动控制
- 下一篇文章:开放式网络化数控系统及关键技术