



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC对机械手的定位控制
2 机械手定位控制方法
现有的控制方法是先由PLC发出所需个数的PTO脉冲给电机驱动器,然后由驱动器控制电机按给定的脉冲个数运转。其中,横向为165个脉冲对应1mm的移动距离,纵向为85个脉冲对应1mm的移动距离。电机运行的速度由发出的PTO脉冲的频率决定。由于该程序中机械手都是以恒定的速度移动,以至于在开始和停止的时候都会产生冲击,特别是在短距离移动时尤为突出,这样不仅对器件造成损害,同时也增大了误差。
伺服电机驱动器一般具有多种控制模式,如位置模式(外部脉波命令)、位置模式(内部脉波命令)、速度模式、转矩模式等。针对该系统而言位置控制模式中的外部脉渡命令更加合适。为提高控制效率。实现对现场运行情况的反馈,笔者采用伺服电机自带的编码器作为检测装置,使编码器输出的信号通过驱动器进行分周比处理反馈到PLC,这样便能知道现场的实时运行状态,从而实现更好的控制。其信号反馈图见图2。
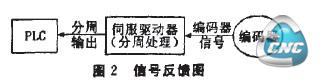
分周处理表示将马达的编码器旋转一周所出现的脉波信号个数转换成Cn005预设的脉波信号个数,其预设值一般为1,适用于任何控制模式。
3 系统软件设计
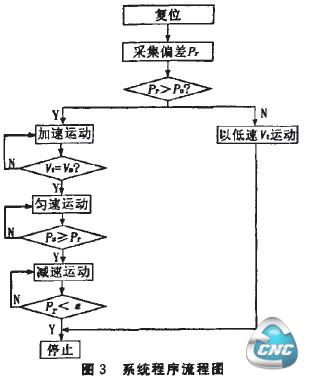
考虑到系统的平稳性和易操作性,在电机运行时采用直线加减速算法。在加速过程中采用采样插补法,即把伺服电机加速所用的时间离散化,然后在每个时间段内增加PTO脉冲的频率,从而实现速度的平稳增加。匀速段则以系统给定的速度运行。考虑到机械误差等因素,在减速段的时候采用使机械手渐近日标点的方法。而不是传统的减速运行到速度为零。系统程序流程图如图3所示。其中,Pr为系统给定脉冲个数与驱动器反馈脉冲个数之差,Pu为机械手速度从O到Vm所需要的脉冲,Vt为机械手实时运行速度,Vn为低频信号下机械手的运行速度,Vm为高频信号下机械手的速行速度,ε为一给定常数,用于判断PLC是否向驱动器发出停止信号。
该控制方法中加速运动时的加速度给定,减速运动的时候是每次输出脉冲差值的百分比。使反馈脉冲不断减小,直到一小到一个可以忽略的值,该值即为ε,经实验证明一般取ε为20~30较为合适。
4 结论
采用PLC中的PTO脉冲信号能很好地实现对电机的变速控制,通过实验证明该方法能有效减小系统的冲击,增加系统的精度,而且电路结构简单,可操作性强。该系统在搬运工作中能满足实际需求。
- 第1页:PLC对机械手的定位控制(1)
- 第2页:机械手定位控制方法
- 上一篇文章:基于伺服电机和PLC的工作台运动控制
- 下一篇文章:开放式网络化数控系统及关键技术