



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

自动加料机控制系统设计
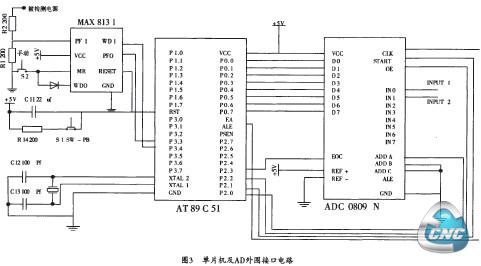
2.2 单片机及AD外围接口电路
如图3所示为AT89C51单片机及AD外围接口电路,采用两路物位传感器采集加料机物位,通过AD00809N芯片实现AD转换的功能,将采集到的模拟信号转换成数字信号送到单片机。如图3所示单片机外围电路还包括看门狗电路、复位电路、显示电路等,图3对AD转换电路、看门狗电路、复位电路的连线方式做了详细介绍。在LCD液晶显示控制部分中,单片机的P1口作为数据口,向LCDl602发送8位二进制数据,P3.0、P3.1口控制数据的读写,P3.2口控制LCDl602的寄存器选择。外部存储器扩展采用12C总线方式进行扩展节约了端口的使用,使用单片机的P3.5、P3.6口控制AT24C02A存储器的SDA、SCL端口;键盘采用四个独立式键盘分别由P2.4-P2.7口控制,分别控制两条生产线路的启动与停止,生产线状态显示的切换。
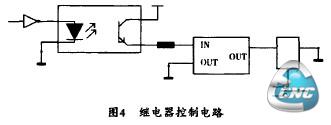
2.3 继电器控制电路
自动加料机工作的过程就是将塑料粒子输送到一个真空管,在输送过程中真空管自动关闭,排料时将自动打开真空管,将塑料粒子送到排料漏斗。本文设计的控制系统共需要2个继电器控制器,分别控制工作方向的方向阀和生产电动机。如图4所示为继电器控制电路,采用4123无极性交流继电器,并利用光耦合器件P521和单片机隔开。89C51的P1初始值为0FFH,所以加—个74IBM反相器使得继电器初始不产生闭合,使用MCl413为无源驱动器,IN4007组成继电器的续流二极管。
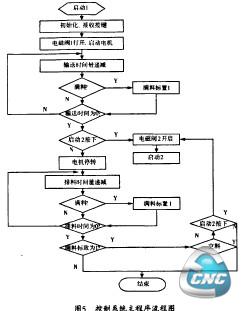
3 软件设计
该控制系统的软件主要完成三部分的功能:a)加料过程的控制和处理;b)与键盘板的通讯;c)工作状态的液晶显示。自动加料控制系统的程序包括主程序、AD转换程序、中断程序、故障处理程序等,控制系统中采用双定时器中断:定时器0产生1s的定时,使LED显示递减;定时器1每隔1.2s使P3.7产生脉冲信号。如图5所示为该控制系统的主程序流程图,在图中可以看出,通过键盘上的两个按键分别控制两条生产线的启动,当其中一条生产线启动时,初始化系统打开电磁阀并启动电机开始进料,并实时采集料位传感器信息,当达到满料标置时关闭电磁阀1,停止电机;此时若另一条生产线启动按键按下打开电磁阀2与电机完成进料过程,若没有启动2号生产线按照流程图的方式进行排料。
4 结束语
本文设计的加料机自动控制系统经过测试能够精确、稳定的完成自动加料的工作。采用89C51单片机作为中央处理器,减少了系统的成本且具有良好的特性,操作简单,维护方便,具有良好的应用前景。
- 第1页:自动加料机控制系统设计(1)
- 第2页:单片机及AD外围接口电路
- 上一篇文章:数控编程概述
- 下一篇文章:五轴联动机床的圆度测试与同步龙门轴调整