



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于五轴机床的叶轮实体建模与加工
4 实际加工离心叶轮
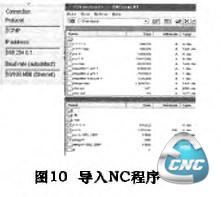
4.1导入NC程序
要想将Nc程序导人到五轴加工中心,首先就必须建立计算机、软件和五轴加工中心之间的联系。联系方式就是建立TcP/IP协议,在IP address中填写相应的地址。其次就是点击鼠标把《standard》中的上栏产生的NC程序名称拖拽到下栏(图10)。
4.2实际加工叶轮
本文叶轮加工是利用Delcam—PowerMill软件进行NC程序编程,并完成传接,最终在北方工业大学数控中心DMu 60P hidyn五轴加工中心上完成加工。粗加工采用顶端喷射切削冷却液,S=l500,F=200,切削量=1.5mm。粗加工完成的叶轮如图11b所示。轮毂粗加工和叶片精加工的参数是S=1 500,F=300,切削量=1mm。精加工完成后的叶轮如图11c所示。

5 结语
本文针对具有复杂型面的叶轮,通过Pro/Engneer进行三维实体造型,运用了PowerMill对整体叶轮加工轨迹进行了规划、加工仿真,有效地避免了相邻叶片之间由于空间小而产生的碰撞干涉,并生成NC程序,在DMu 60P hidyn五轴加工中心完成了某离心式压缩机整体叶轮。该整体叶轮精度较高,可见选取的走刀路径还是比较成功的,加工后的叶轮能满足使用要求,误差在允许范围内。但由于受刀具材料和刀具长度的限制,导致刀具震颤和刀具硬度不够,致使加工时间较长一些。实验结果表明该方法是町行的,对复杂结构的造型、加工具有指导意义。
文中没有考虑叶片加工中的受力变形问题。叶片在加工过程中是一个复杂的动态过程,刀具的切削力会使叶片产生变形,这使叶片加工的精度降低。叶片变形将成为后续研究工作的重点之一。
整体叶轮的五坐标数据加工要求比较严格,仍有许多问题需要完善,比如如何进一步提高加工质量和加工效率等。
- 第1页:基于五轴机床的叶轮实体建模与加工(1)
- 第2页: 轮毂的创建
- 第3页:实际加工离心叶轮
- 上一篇文章:触摸屏与PLC控制的异型管锯管机的设计
- 下一篇文章:西门子数控系统人机界面二次开发方法研究