



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

触摸屏与PLC控制的异型管锯管机的设计
3.2系统软件设计
控制程序是异型管锯管机设计的核心,程序设计的好坏关系到异型管锯管机使用性能和操作方便性.同时须考虑程序的工作效率。因此,该设备控制程序设计由原点回归程序、手动操作程序和自动操作程序等环节组成。
3.2.1 原点回归
按原点回归按钮压紧缸向上返回到原位,伺服电动机带动升降台做下降运动,当接近点完全无信号时升降台改变方向做上升运动。当上升值达到工作原点位置设定值时原点回归停止,原位指示灯亮。
3.2.2 自动运行
(1)原点回归后的第一次自动运行
双手按启动按钮,压紧缸向下压紧到位,伺服电动机带动升降台做上升运动,当触摸屏上“切刀当前位置”的值与“切割最低点位置”的值相等时,上升暂停;切刀旋转、升降台冉做上升运动切割管子开始。当“切刀当前位置”的值与“切割最高点位置”的值相等时,上升停止,切刀旋转停止;压紧缸向上返回到原位,伺服电动机带动升降台做下降运动,当“切刀当前位置”的值与“切割最低点位置”的值相等时,下降停止。原点回归后的第一次自动运行结束。
(2)第二次及以后自动运行
双手按启动按钮,压紧缸向下压紧到位,切刀旋转、升降台做上升运动,切割管子开始。当“切刀当前位置”的值与“切割最高点位置”的值相等时,上升停止,切刀旋转停止。压紧缸向上返回到原位,伺服电动机带动升降台做下降运动,当“切刀当前位置”的值与“切割最低点位置”的值相等时,下降停止。第二次及以后自动运行结束。
3.2.3手动单步
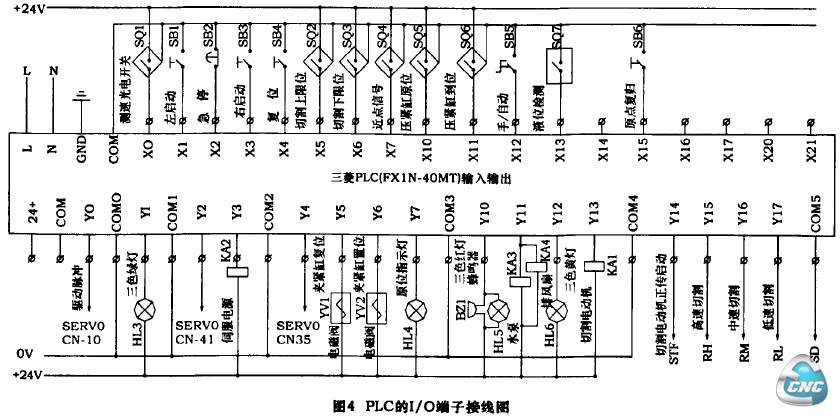
“手动单步”是一种间断而不连续的半自动运行,手动单步必须在手动档才能操作。其作用一是便于更换工模夹具时调试,二是能够对每步动作及所设的参数慢速而仔细进行检查。每按一次“手动单步”触摸键,设备只进行1个工步动作。注意每次将旋转开关转为手动档后的第一次进行“手动单步”操作前,一定要先进行原点回归后再进行手动单步。手动单步和自动运行程序一样分为原点回归后第一次与第二次及以后手动单步。利用PLc进行控制,可以提高控制精度和灵活性,使控制系统的硬件结构得到简化。PLC的I/O端子接线如图4所示。
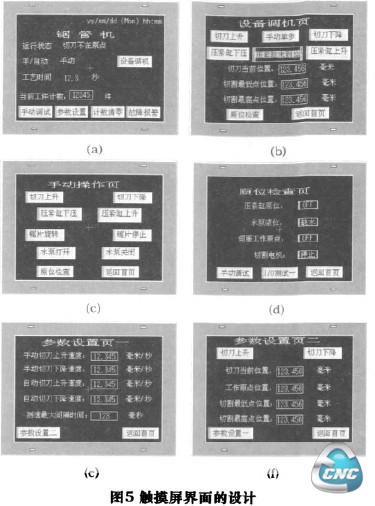
4 触摸屏界面的设计(图5)
利用proface的GP-pro EX2.1编程软件对触摸屏的界面进行编辑:主界面显示当前北京时间;显示手/自动状态;当前工件计数显示设备当前的运行状态。设备调机功能按钮可切换到设备调机界面;手动调试功能按钮可切换到手动调试界面;参数设置功能按钮可切换到设备参数设置一界面;计数清零功能按钮可切换到计数清零界面;故障报警功能按钮可切换到故障报警界面。在主界面下按设备调机功能按钮进入设备调机界面。设备调机界面是用于更换模具切割新型号管材时的机器调试和设置一些必要的参数。在手动调试界面下将手/自动选择开关旋到手动档,按相应按钮可操作切刀升降、压紧缸升降、锯片旋转停止和水泵打开关闭等。
在手动调试界面下,按原位检查功能按钮进入原位检查界面。在参数设置一界面和参数设置二界面可以设置各种参数;在参数设置一界面和参数设置二界面可以设置各种参数。
5 结语
异型管锯管机从投产以来,运行稳定,能够较好地完成异型管的切割,完全能满足生产工艺的要求。该设备采用PLC和触摸屏控制,大大提高了系统工作可靠性和柔性,运行更加稳定,从而提高了异型管锯管机的自动化水平,提高了生产效率,减轻了工人劳动强度。
- 第1页:触摸屏与PLC控制的异型管锯管机的设计(1)
- 第2页:系统软件设计
- 上一篇文章:基于参数辨识的交流伺服速度环参数自整定
- 下一篇文章:基于PLC与变频器的蓄热式加热炉炉压控制系统改造