



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的烟草运输系统的设计与实现
3.2 I/O选择
为了对PLC选型,首先确定PLC的输人输出点数。PLC需要的UO点数,随工作方式的不同而不同。按预压机各个组成部分来分类统计,PLC的输人点有:
手动指令按钮—手动模块中共有n个机构进行动作,共有23个输入/输出点。
单动指令按钮—单动模块中又分为4个大单动块,主压单动块中有6个输出点,预压中有4个输出点,布料称重单动块中有8个输出点,箱口活动皮带单动块有5个输出点。
自动指令按纽—自动模块中预压机按顺序动作,共有10工作机构,而输人点共有23个,输出点共有26个。
3.3 PLC编程
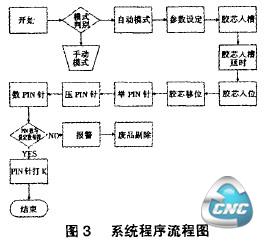
由前一步工作,我们画出了预压机的整个顺序功能图,然后根据顺序功能图写出其PL程序(略)。基于PLC的烟草运输系统结构如图1所示。
4 基于PLC的烟草运输系统的实现
4.1实现过程
为了实现烟叶复烤生产线的全线自动化,就必须实现多机通信,而多机通信的网络形式有星型、树型、总线型、分散型等。由于总线型结构具有可靠性高、接口简单、价格低、控制容易、组成灵活、应用方便等诸多优点,所以对于这套系统的控制系统,我们整线采用了分布式测控系统,从而实现本系统主机和从机之间的总线型中断控制串行传输方式。通信线路的连线,采用RS5-232标准接口:主机的4个控制端,分别与各个从机的外部中断INTI相连。这样,各从机不必随时处于监听状态,只需打开外部中断INTI后进行自己的正常工作。当主机发送某一中断控制信号时,相应从机中断正在进行的工作,转去执行中断服务程序。进人中断后,从机关掉外部中断,保持现场,对主机发来的信号监听识别,并进人正常通信状态。通信完毕后,恢复现场,中断开放,继续正常的工作。
采用分布式控制系统主要有如下优势:可以方便地共享设备,如强大的主机,昂贵的I/O设备等。数据资源共享,从一个终端可以访间整个系统的资源,用户之间可以交换文件和数据。
4.2 现场总线的连接
现场总线的连接,逐步更好地进人控制领域,已被业界逐步认识与掌握。笔者这次设计的烟叶复烤打叶生产线中的预压当然也不例外。本系统的西门子57-200要与现场总线能够进行通讯,必须通过EM277PRDF-DP扩展从站模块,将57-200CPU连接到PROFIBUS-DP网络。EM277PROF经过串行I/O总线连接到57-200CPUo PROFIRUS网络经过其DP通信端口,连接到PROFIBUS-DP模块,然后向主站发送和接收不同数量的数据。这种特性,使用户能修改所传输的数据量,以满足实际应用的需要。下面是EM277的地址开关和指示灯、地址开关和状态指示灯位于模块的前面。
4.3系统应用前景
烟草行业是一个自动化程度非常高的行业,如主机DCS系统、打叶复烤系统以及主要辅机程控系统,这些系统都存在可靠性要求高、监控设备和对象多而复杂、实时性要求高等特点。特别是主机DCS系统,涉及数百台压力和差压变送器,数百台电动或启动执行机构,数百个温度测点,系统要进行复杂的闭环控制、串级控制、要进行设备连锁控制等。所有这些,都需要有高可靠性的控制系统,来保证整个生产过程的安全、稳定、可靠运行。随着现场总线技术的出现和日臻成熟,以及烟厂信息化要求的提高,基于现场总线的控制系统将为烟草行业自动化系统提供更好的选择。
5 结束语
总之,在基于PLC的烟草运输系统中,介绍了整机的控制系统结构,确定了整机控制系统的硬件选择:西门子PLC57-200+SIMATIC触摸屏面板,介绍了预压机顺序功能图及其特点,定义了PLC的I/O端子,介绍了分布式测控系统的特点及优势.有很好的应用前景。
- 第1页:基于PLC的烟草运输系统的设计与实现(1)
- 第2页:I/O选择
- 上一篇文章:取长补短看 中国机床工业如何凸显自身特色
- 下一篇文章:基于参数辨识的交流伺服速度环参数自整定