

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控加工简述
数控加工(numerical control machining),是指在数控机床上进行零件加工的一种工艺方法,数控机床加工与传统机床加工的工艺规程从总体上说是一致的,但也发生了明显的变化。用数字信息控制零件和刀具位移的机械加工方法。它是解决零件品种多变、批量小、形状复杂、精度高等问题和实现高效化和自动化加工的有效途径。
二、零件装夹
1.定位安装的基本原则
在数控机床上加工零件时,定位安装的基本原则是合理选择定位基准和夹紧方案。在选择时应注意以下几点:
(1)力求设计、工艺和编程计算的基准统一。
(2)尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。
(3)避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。
2.选择夹具的基本原则
数控加工的特点对夹具提出了两个基本要求:一是要保证夹具的坐标方向与机床的坐标方向相对固定;二是要协调零件和机床坐标系的尺寸关系。除此之外,还要考虑以下几点:
(1)当零件加工批量不大时,应尽量采用组合夹具、可调式夹具及其他通用夹具,以缩短生产准备时间、节省生产费用。
(2)在成批生产时才考虑采用专用夹具,并力求结构简单。
(3)零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。
(4)夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要开敞,其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。
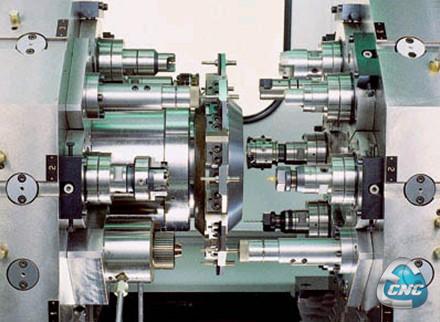
图2 数控工件装夹
三、数控加工顺序安排原则数控加工顺序应该遵循的原则有:
(1)上道工序的加工不能影响下道工序的定位与夹紧
(2)先内后外,即先进行内部型腔(内孔)的加工,后进行外形的加工。
(3)以相同的安装或使用同一把刀具加工的工序,最好连续进行,以减少重新定位或换刀所引起的错误。
(4)在同一次安装中,应先进行对工件刚性影响较小的工序。
四、加工路线的确定
数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切人、切出等非切削空行程路径。
精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确定粗加工及空行程的进给路线。
在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。
(1)应能保证被加工工件的精度和表面粗糙度。
(2)使加工路线最短,减少空行程时间,提高加工效率。
(3)尽量简化数值计算的工作量,简化加工程序。
(4)对于某些重复使用的程序,应使用子程序。
使加工程序具有最短的进给路线,不仅可以节省整个加工过程的执行时间,还能减少一些不必要的刀具消耗及机床进给机构滑动部件的磨损等。最短进给路线的类型及实现方法如下:
(1)最短的切削进给路线。切削进给路线最短,可有效提高生产效率,降低刀具损耗。安排最短切削进给路线时,还要保证工件的刚性和加工工艺性等要求。
(2)最短的空行程路线:
1)巧用起刀点。采用矩形循环方式进行粗车的一般情况示例。其对刀点A的设定是考虑到精车等加工过程中需方便地换刀,故设置在离毛坯件较远的位置处,同时,将起刀点与其对刀点重合在一起
2)巧设换刀点。为了考虑换刀的方便和安全,有时将换刀点也设置在离毛坯件较远的
位置处,那么,当换第二把刀后,进行精车时的空行程路线必然也较长;如果将第二把刀的换刀点也设置在中的毋点位置上,则可缩短空行程距离。
3)合理安排“回零”路线。在手工编制复杂轮廓的加工程序时,为简化计算过程,便于校核,程序编制者有时将每一刀加工完后的刀具终点,通过执行“回零”操作指令,使其全部返回到对刀点位置,然后再执行后续程序。这样会增加进给路线的距离,降低生产效率。因此,在合理安排“回零”路线时,应使前一刀的终点与后一刀的起点间的距离尽量短.或者为零,以满足进给路线最短的要求。另外,在选择返回对刀点指令时,在不发生干涉的前提下,尽可能采用X、Z轴双向同时“回零”指令,该功能“回零”路线是最短的。
(3)零件轮廓精加工的连续切削进给路线。零件轮廓的精加工可以安排一刀或几刀精加工工序.其完工轮廓应由最后一刀连续加工而成,此时,刀具的进、退位置要选择适当,尽量不要在连续的轮廓中安排切人和切出或换刀及停顿,以免因切削力突然变化而破坏工艺系统的平衡状态.致使零件轮廓上产生划伤、形状突变或滞留刀痕。
(4)特殊的进给路线。在数控车削加工中,一般情况下。刀具的纵向进给是沿着坐标的负方向进给的,但有时按其常规的负方向安排进给路线并不合理。甚至可能损坏工件。
相关阅读数控编程
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:西门子840D系统实现发送短信功能
- 下一篇文章:取长补短看 中国机床工业如何凸显自身特色