



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于FANUC-oi系统的宏编程技术探索及应用
2 FANUC-of系统宏程序基础理论
国内目前用的较多的数控系统以FANUC Oi-M,SIEMENS802D ,HNC-21/22M为主,各个系统的宏程序稍有不同,但原理相同,有些可以互换。如在FANUC Oi-M系统上的宏程序,可以直接在SIEMENS 802D上使用。故于此以FANUC一数控
系统为例来说明宏程序应用。
FANUC- Oi系统提供两种宏程序,即用户宏程序功能A和用户宏程序功能B。用户宏程序功能A可以说是FANUC系统的标准配置功能,任何配置的FANUC系统都具备此功能,而用户宏程序功能B显然不算是FANUC系统的标准配置功能但是绝大部分的FANUC系统都支持用户宏程序功能Bo
由于用户宏程序A的宏程序需要使用“G65Hm”格式来表达宏指令,其数学运算和逻辑关系,极不直观,且可读性差,因而导致在实际工作中很少人使用,多数用户甚至不知道它的存在。这里以使用较为广泛的用户宏程序B来做深人阐述。
B类宏程序是由用户编写类似子程序的专用程序,用规定的指令作为代号,以便调用。宏程序的代号称为宏指令。其具有宏程序的所有特点—可以使用变量;可用变量执行相应操作;实际变量值可由宏程序指令赋给。
2.1 宏程序的简单调用格式如下示:
宏程序的简单调用格式如下:
G65 P宏程序号L重复次数变量分配
其中,
G65—宏程序调用指令;
P宏程序号—被调用的宏程序代号;
L重复次数—宏程序重复运行的次数;
变量分配—宏程序中使用的变量赋值。
2.2宏程序的编写格式
宏程序的编写格式与子程序相同。
格式:
0(0001-8999为宏程序号)程序名
N10......一指令
N-M99宏程序结束
其他如变量、算术运算指令、控制指令,在所有的系统宏程序中都有,这里不再赘述。
3 宏程序现场加工实例
以快餐饭盒凹模的宏程序编程与加工为例。快餐饭盒凹模的零件示意图如图1所示。
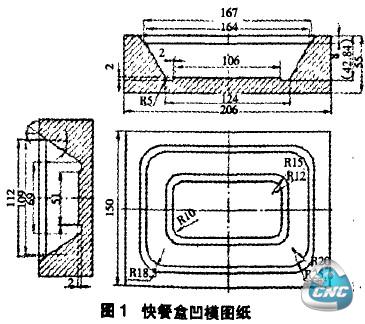
3.1工艺分析
快餐饭盒凹模的主要结构,是由多个曲面组成的凹型型腔,型腔四周的斜平面之间采用R20mm的圆弧过渡,斜平面与底平面之间采用R5mm的圆弧过渡,在凹模的底平面上有一个四周为斜平面的锥台。凹模上部型腔为锥面,用于压边,模具的外形结构较为简单,为标准的长方体。
工件直接安装在机床工作台面上,用两块压板压紧。凹模中心为工件坐标系X、Y的原点,上表面为工件坐标系Z的零点。粗加工整个型腔,去除大部分加工余量;精加工上凹槽;精加工下凹槽;精加工底部锥台四周表面;精加工底部上表面;精加工上、下凹槽过渡平面。其他数控加工工序限于篇幅,不再赘述。
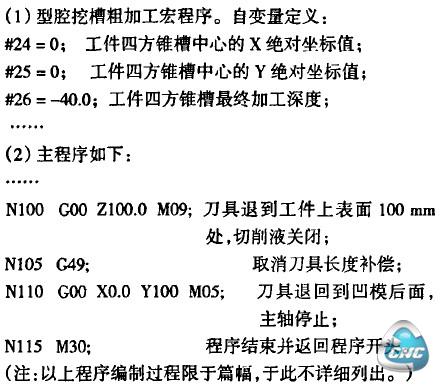
3.2程序编制
- 上一篇文章:浅谈数控子程序在梯形螺纹加工中的应用
- 下一篇文章:西门子840D系统实现发送短信功能