



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子802Dsl数控系统在轧辊磨床中的应用
3 机床主要功能特点
1)三数控轴均用可小范围移动的手持单元控制,既设有快速点动功能。又设有电子手轮进行定量调整,操作方便,各轴定量进给分辨率分别为:
纵进给轴-Z轴,0.02mm/格
粗进给轴-X轴,0.02mm/格
微进给轴-U轴,0.0001mm/格
2)内置适应数控轧辊磨床的特点而设计开发的专业NC程序,仅需输入少量的轧辊特征参数即可进行磨削,普通员工即可完成,无需专业人员编写NC程序,操作十分简便。
3)可编程、存储5组正弦(或直线)磨削曲线,5组锥度磨削曲线。
4)可编程、存储9组磨削工艺参数,1组砂轮修整工艺参数。
5)具有数控轧辊磨床专用的编程界面,使曲线和工艺参数的编程简单明了。
6)工艺参数利用数控轧辊磨床专用的操作界面可在磨削过程中修改。
7)磨削工序可任意按工艺参数标号进行组合,并可在磨削中进行修改。
8)具有断电回退保护功能,当发生故障或断电时,保护机构动作,确保砂轮退离工件一定距离,以达到宝华之目的。
9)具有完善的专家诊断系统,能基石为用户提供有效的中文报警诊断信息或提示信息。
10)具有在线帮助功能,即使在磨削中也可以为操作者提供及时有效的钟文帮助信息。
11)具有磨削曲线参数、工艺参数和流程显示功能,可实刚显示当前磨削的相关信息,方便操作者了解磨削状态。
12)由于802Ds1系统无电池和风扇运行,而伺服电机无炭刷,因而数控系统和伺服电机具有免维护的优点。由于机床采用了上述先进的电气控制元器件,机床工作的可靠性及稳定性大为提高。
4 结束语
由于采用SIEMENS公司的802Ds1数控系统进行控制,采用伺服电机拖动,不仅大大简化了机械机构,缩短制造周期,节约制造成本,而且磨削精度也比原来的机械式磨削有较大的提高。经磨削各种轧辊,可达到如下磨削精度:

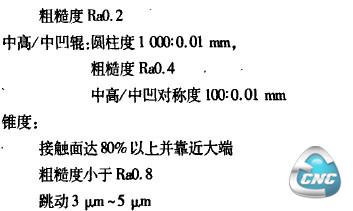
生产实践表明,可满足平辊、中高了中凹辊和锥度轴颈磨削的要求。
- 上一篇文章:“数控一代”--中国智能制造的崛起
- 下一篇文章:浅谈数控系统维修技术