



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

三伺服机械手在注塑机的研究与应用
3.2 机械手人机界面需要显示的功能
由于注塑机机械手都是根据注塑机所用的相关模具来确定具体的动作流程的,因此机械手的动作参数都必须通过人机界面来进行的,通过示教及手动的方式得到满意的机械手动作效果,因此机械手人机界面的开发就必须围绕机械手先关动作进行开发,所编写的人机界面也应包含以下信息:
1.示教程序及示教程序动作的显示,主要涉及各个运动轴的动作、各个电磁阀的动作、延时、跳转、判断等动作指令及其相关参数的修改
2.软件行程安全保护界面
3.产品堆叠程序、附加设备(诸如输送带、喷油设备的控制)
4.FO信号显示,通过此界面实时监控机械手的动作情况
5.机械手报警信息
4 三伺服机械手控制系统的分析与设计
数字运动控制器是基于微处理技术的高性能数字运动控制器,能够轻松实现多种运动形式,如直线、圆弧、螺旋线插补、电子齿轮、电子凸轮,同步跟踪控制、虚拟轴控制等;与驱动器接口方式多样:RS232、485、以太网、Medbus、DevieeNET、Profibus、Sercos和通用伺服接口(脉冲+方向)等。
运动控制器大都分为步进轴控制和伺服轴控制方式,二者一般共用同一端口。步进控制轴一般都是通过PWM(脉宽调制)的方式来驱动步进电机,通过参数的调整来产生不同的脉冲波;并通过细分的方式对步进电机进行控制;伺服控制轴主要用来驱动伺服电机或编码器,大都采用模拟量即电压控制方式,控制电压可以进行任意调节,通过调整电压的大小及正负来改变伺服电机的转速及方向。在机械手行业中,大都采用伺服电机的位置控制方式(即脉冲控制方式)对伺服电机进行控制,通过AB相脉冲及脉冲的正负来控制伺服电机的正常运动。
4.1 三伺服机械手主要动作流程
注塑行业机械手使用的特殊性,机械手完成的动作大致相同,唯一的.目的就是以最合理快捷的方式将所生产的产品安全可靠的取出。
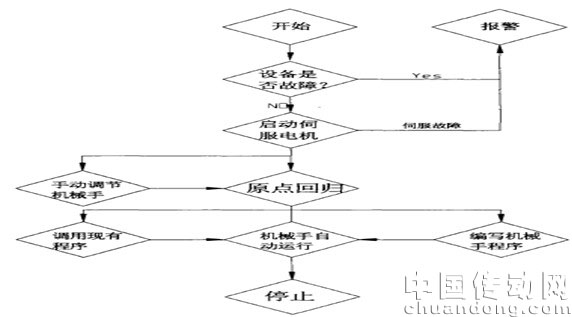
机械手控制流程
机械手的主要工作过程都集中在自动运行程序中·,在自动运行过程中,机械手按照预定的程序进行动作,并对机械手的动作过程实时加以监控,一旦遇到系统运转不稳定;程序运行不正常;检测信号不完整;伺服电机报警等情况,立即关断整个程序的运行,以做到安全保护的目的。
4.2 机械手运动控制系统的分析与讨论
机械手的动作往往要求将控制脉冲与速度之间的关系转换成脉冲与距离的关系,这样更易于对伺服电机的控制,有利于程序的编写,更有利于示教方式的表达。相关参数如下:
各轴皮带轮尺寸及减速机减速比如下:
横行轴:23齿,齿距IOmm,减速比1:9
UNTIS=(131072*9)/(23*10)=10257
引拔轴:15齿,齿距IOmm,减速比1:5
UNTIS=(131072*5)/(15*10)=8738
上下行:巧齿,齿距IOmm,减速比l:5
UNTIS=(131072*5)/(15*10)=8378
以上参数的意义为发送上述个数的脉冲,则相对应的轴运动的距离为lmm。在示教过程中,运动控制器将所输入的数值通过调用内部程序包的方式加以调用,得到所需要发送的脉冲数,进而控制伺服电机运转。
4.3 机械手程序开发
开发过程中我们将机械手运动控制的主程序与子程序严格区分开来,使整个控制流程清晰合理化。

部分机械手主程序举例:
Firstlable:
RUN"STARTUP",1
WAITUNTILPROC_STATUSPROC(1)=0
WAITUNTILPROC_STATUSPROC(1)=1
//启动初始化程序,在开机的时候自动加载初始化参数
ATYPE=1
BASE(2)
ATYPE=1
//转换轴类型
RUN"PARAMSTART",1
'WAITUNTILPROC_STATUSPROC(2)=0
'WAITUNTILPROC_STATUSPROC(2)=1
'SETCOM(38400,7,2,2,1,5)
SETCOM(38400,7,2,2,2,5)'HMI
WA(30)
WDOG=ON
TABLE(31999,0)
//调用参数并连接触摸器,使二者进行通讯
RUN"SETIOSTATUS",2
WA(100)
RUN"READIOSTATUS"
//加载I/O接口数据参数
TABLE(2,0)
WHILETRUE
IFMOTION_ERROR<>0ORRUN_ERRORTHEN
GOSUEaborstop
TABLE(2,0)
GOTOfirstlable
//判断伺服电机及运行程序是否正常
ELSEIFTABLE(1)THEN
RUN"MANIPULATING"
WA(1000)
TABLE(1,0)
//判断进入何种控制方式,手动还是自动
ELSEIFTABLE(1)=2THEN
ELSEIFTABLE(1)=3THEN
RUN"PARAMETERSSET"
TABLE(1,0)
ELSEIFTABLE(1)=4THEN
RUN"ORIGINREGRESS"
TABLE(1,0)
ENDIF
//判断列表中数据,来决定机械手具体程序的操作,是自动运行,参数//调整还是进行远点回归程序的
调用。
TABLE(75,MPOSAXIS(0))
TABLE(75,MPOSAXIS(1))
TABLE(75,MPOSAXIS(2))
WEND
abortstop:
WDOG=0
FORi=0TO2
BASE(i)
CANCEL
CANCEL(1)
RAPIDSTOP
DATOM(0)
NEXTi
RETURN
5 总结
多轴伺服机械手是注塑机专用机械手的一个发展趋势。在现有的全气动机械手和单轴伺服机械手的基础上,设计开发出了三伺服机械手的实际模型,并对机械手的机械结构进行了分析和优化,改善了机械手的机械性能
使用步科伺服与人机界面相结合的硬件开发平台,开发出了三伺服机械手的控制系统。并对常用的机械手原点回归方式进行了改进,提高了机械手在回归原点过程中的性能。
- 上一篇文章:基于数控流水线技术的开放式数控系统(上)
- 下一篇文章:注塑机伺服常见问题及解决方案